Przeglądasz dział TWÓRCZOŚĆ ZŁOTNICZA (id:42)
w numerze TWÓRCZOŚĆ ZŁOTNICZA (id:42)
Ilość artykułów w dziale: 24
|
|
Salvador Dalí sławę zawdzięcza fascynacji snem i światem podświadomości. Jego nazwisko na wieki złączone zostanie z surrealizmem. Warto jednak pamiętać, że ten wielki hiszpański artysta projektował biżuterię, którą można podziwiać w teatrze-muzeum w Figueres, w Wieży Galatea, gdzie zebrano wszystkie jego projekty.
Artysta urodził się w 1904 r. w Figueres w Katalonii. Lekcje rysunku zaczął pobierać w wieku dziesięciu lat, a w wieku lat czternastu wystawiał już swoje obrazy. W 1921 r. Dalí rozpoczął studia w Królewskiej Akademii Sztuki w Madrycie. Dwa razy został wydalony, nigdy też nie podszedł do egzaminów końcowych. Uważał, że jest lepiej wykwalifikowany niż osoby, które miałyby go egzaminować. W 1928 r. przeprowadził się do Paryża. Za wstawiennictwem Joana Miró, Salvador Dalí stał się pełnoprawnym członkiem grupy surrealistów. Od 1929 r. zajął się surrealizmem. W 1933 r. miał pierwszą indywidualną wystawę w Nowym Jorku, a po niej na sukces nie musiał już czekać. Jego przygoda z biżuterią rozpoczęła się w 1941 r. Dalí rysował szkice na papierze, starannie przeglądając wszystkie szczegóły formy oraz materiału jubilerskiego. Wielkie znaczenie miał dla niego kolor biżuterii. Osobiście wybierał materiały jubilerskie i kamienie i obserwował, jak złotnik Carlos Alemany ucieleśnia jego pomysły. Sam nigdy nie podjął się realizacji żadnego ze swoich projektów.
Artysta wszechstronny
Dlaczego Salvador Dalí zainteresował się tworzeniem biżuterii? Znawcy twórczości artysty przyczyn upatrują w jego dzieciństwie. Już od najmłodszych lat zafascynowany był bowiem epoką renesansu i podziwiał ówczesnych mistrzów. I jak oni chciał wyrażać się w każdej dziedzinie sztuki, chciał być artystą wszechstronnym. Dalí zaczął więc wykorzystywać język sztuki współczesnej, rozumiejąc go jako język bez ograniczeń, całkowitą wolność twórczą. Kreował globalną koncepcję sztuki posługując się malarstwem, rzeźbą, grawerunkiem, fotografią, filmem, architekturą, teatrem, literaturą i złotnictwem. Wykorzystywał wszystkie dostępne mu media, aby przekazać światu swój punkt widzenia. Biżuteria Salvadora Dalego to komunikat, który wysyła światu. W biżuterii ukrywa swoją filozofię, ukazuje świat zakryty przed ludźmi. Jak sam mówił, „od dzieciństwa byłem świadomy związku czasu i przestrzeni. Jednak mój wynalazek »miękkiego zegara« – najpierw w malarstwie olejnym, a później, w 1950 r., w złocie i kamieniach szlachetnych – wywołał sprzeczne opinie: od zrozumienia i zaakceptowania po sceptycyzm i niedowierzanie. Dzisiaj w amerykańskich szkołach mój »miękki zegar« jest pokazany jako proroczy wyraz płynności czasu – niepodzielności czasu i przestrzeni. Szybkość podróży w obecnych czasach (podróże kosmiczne) potwierdza to przekonanie. Czas nie jest sztywny, jest płynny”. Projektowanie biżuterii było dla hiszpańskiego artysty istotne. Dużą uwagę przywiązywał do każdego detalu. Koncentrował się nie tylko na formie dzieła, ale także na jego kolorystyce, konotacjach kamieni szlachetnych. Starał się stworzyć własny język biżuterii, którym mógłby komunikować się ze światem zewnętrznym. Dalí zwracał szczególną uwagę na znaczenie i symbolikę kamieni szlachetnych oraz kolorów, grał nimi, prowadząc z odbiorcą pewnego rodzaju zabawę w skojarzenia. Chciał, aby odbiorcy poszukiwali w jego dziełach ukrytych znaczeń, odkrywali ich głęboką symbolikę. Mówiąc o swo jej kolekcji biżuterii, zwrócił uwagę na fakt, że precjoza „nie zostały stworzone do przechowywania w kasach pancernych. Zostały stworzone, aby zadowolić oko, podnieść na duchu, rozbudzić wyobraźnię i wyrazić przekonania. Bez publiczności, bez obecności widzów, klejnoty te nie spełniałyby funkcji, dla której zostały stworzone. W ten sposób widzowie stają się ich ostatecznym twórcą. Oko widza, jego serce, jego umysł – które łączą się i chwytają z większym lub mniejszym zrozumieniem intencję twórcy – nadają im życie”.
Biżuteria jako synteza sztuk
Salvador Dalí stworzył 39 projektów złotniczych, z których 37 zostało zrealizowanych za jego życia i przy jego współpracy, dwa wykonano po jego śmierci. Dla artysty tworzenie biżuterii miało ogromne znaczenie twórcze. Sam napisał: „w klejnotach i całej mojej działalności złotniczej tworzę to, co najbardziej kocham. W niektórych realizacjach można dostrzec architektoniczne znaczenie, jak to się dzieje również w niektórych moich obrazach. Po raz kolejny podkreślam również prawo logarytmiczne jako związek między duchem a materią, między przestrzenią a czasem”. Biżuteria pozwalała mu na wyrażanie siebie. Pozwała również na zamanifestowanie swojego stosunku do świata. Salvador Dalí, mówiąc o swojej kolekcji biżuterii, zauważył: „W mojej biżuterii stale pojawiają się tematy antropomorficzne. Widzę ludzką postać w drzewach, liściach, zwierzętach; widzę cechy ludzkie i roślinne u człowieka. Moja sztuka – w malarstwie, diamenty, rubiny, perły, szmaragdy, złoto, chryzolit – ilustrują, jak powstaje metamorfoza, istoty ludzkie tworzą i zmieniają się, kiedy śpią, zmieniają się całkowicie – w kwiaty, rośliny, drzewa. Nowa metamorfoza ma miejsce w Niebie. Ciało znów staje się całe i osiąga doskonałość”. Analizując te słowa, można stwierdzić, że dla Salvadora Dalego sztuka złotnicza była medium, za pomocą którego opisywał świat. Wyrażała nie tylko emocje, ale ukazywała złożoność rzeczywistości, procesy kierujące światem.
Kolekcja biżuterii Dalego
Obecnie wszystkie 39 okazów złotniczych zaprojektowanych przez Salvadora Dalego można podziwiać w teatrze-muzeum w Figueres. Sam Dalí, mówiąc o swojej kolekcji biżuterii, zauważył: „moja kolekcja klejnotów będzie miała znaczenie historyczne. Historia pokaże, że przedmioty czystego piękna, bez użyteczności, ale cudownie wykonane, były cenione w czasach, w których jedyny nacisk wydawał się być na użytkową i materialną naturę rzeczy”. I tak też się stało. Kolekcja została kupiona przez fundację Gala – Salvador Dalí za 5,5 mln euro i można ją podziwiać bez żadnych przeszkód przez cały rok w rodzinnym mieście genialnego artysty. Opracowano na podstawie informacji znajdujących się na stronie https://nasvete.com/salvador-Dalísurreal- jewellery/ oraz Fundacji Gala – Salvador Dalí. Marta Andrzejczak
Louis Kramer jest jednym z najważniejszych twórców biżuterii kostiumowej na świecie. Ten urodzony w Stanach Zjednoczonych twórca stworzył biżuterię, o którą teraz walczą kolekcjonerzy, a jej ceny znacznie przewyższają wartość materiałów użytych do jej produkcji.
Udało mu się zaistnieć na rynku jubilerskim dzięki ogromnemu talentowi oraz wyczuciu rynku. Dawał klientom to, czego oczekiwali, i tworzył niezwykłe modele biżuterii na każdą kieszeń.
Firma jubilerska odnosząca sukcesy
Założona przez projektanta Louisa Kramera i jego dwóch braci Morrisa i Henry’ego w 1943 r. w Nowym Jorku firma jubilerska Kramer Jewellery Creations stała się w bardzo krótkim czasie popularną marką jubilerską za sprawą wprowadzania na rynek niekonwencjonalnych kolekcji biżuterii dla każdego. Kramer Jewellery oferowała bowiem kolekcje biżuterii ekstrawaganckiej, którą upodobały sobie kobiety lat 50. Biżuteria projektowana przez Kramera wyróżniała się swoim wzornictwem oraz dbałością o jakość wykorzystanych do jej produkcji materiałów. Projektantowi udało się także osiągnąć niezwykły sukces finansowy, dzięki wprowadzaniu na rynek limitowanych kolekcji biżuterii. Był jednym z pierwszych twórców, którzy zdecydowali się na podkreślenie prestiżu swojej marki poprzez ograniczenie sztuk sprzedanej biżuterii. Na początku swojej kariery Kramer preferował biżuterię o abstrakcyjnych kształtach. Jednak z czasem jego kolekcje zaczęły się zmieniać. Eksperymentował w formą i materiałami. W latach 50. wprowadził na rynek biżuterię geometryczną, która szybko znalazła uznanie wśród klientek jego sklepów. A to z kolei spowodowało, że nazwisko projektanta stawało się coraz sławniejsze. Louis w kolejnych kolekcjach zdecydował się na stworzenie linii biżuterii o motywach zwierzęcych i roślinnych, jego małe arcydzieła sztuki złotniczej przybierające formy niedźwiedzi, lisów, ptaków szybko zostały docenione na amerykańskim rynku. Kramer nie bał się podejmować ryzyka i podjął się produkcji broszek o tematyce chrześcijańskiej, które szybko stały się sprzedażowym bestsellerem. Kupowały je bowiem matki żołnierzy walczących w wojnie koreańskiej i uczyniły z nich swój symbol. Chrześcijańska biżuteria Kramera była nie tylko noszona na terytorium USA, ale także wysyłana na front przez matki i żony walczących w Korei Amerykanów.
Współpraca z Diorem
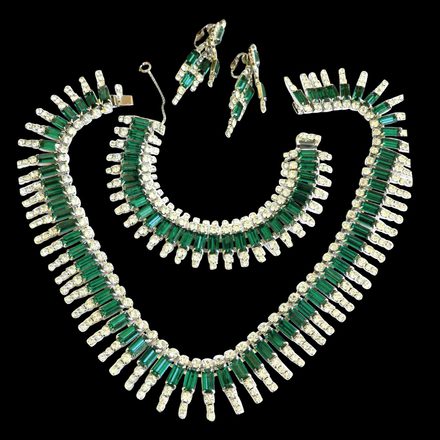
Już na początku lat 50. Louis Kramer nawiązał współpracę z innym wielkim kreatorem Christianem Diorem. Ich kolekcja biżuterii nazwana „Kramer dla Christian Dior” i „Dior by Kramer” szybko zdobyła uznanie świata mody. Cechą charakterystyczną kolekcji biżuterii były duże niebieskie lub zielone kamienie syntetyczne, zwykle umieszczone w środku biżuterii, otoczone przezroczystymi cyrkoniami. Warto zauważyć, że ta biżuteria była droższa od pozostałych produktów Kramera. Wysoka cena w tym wypadku była spowodowana głośną nazwą Dior w tytule serii. Jednak współpraca z Diorem nie była jedyną, jaką nawiązał Kramer. Niewiele osób wie, że na początku Kramer wykonał biżuterię dla domów jubilerskich DeLizza i Elster oraz Dan Kasoff Inc., który produkował biżuterię Florenza.
Zwrot w karierze
Prawdziwym zwrotem w karierze projektanta było opatentowanie znaku towarowego „The Diamond Look”. I pod tą nazwą pojawiła się kolekcja biżuterii ze stopu srebrnego, posypana przezroczystymi i kolorowymi cyrkoniami, która stała się najbardziej rozpoznawalnym produktem marki. Sukces sprawił, że Louis Kramer otworzył swój sklep przy Piątej Alei, od tego czasu firma zaczęła używać znaku „Kramer Of NY ”, i „Kramer New York”. Niestety równie szybko, jak rozpoczęła się kariera Kramera, tak samo zgasła. Firma zakończyła działalność w latach 70. mimo sukcesu, jaki odnosiła na amerykańskim rynku jubilerskim. Dziś biżuteria Kramera jest marzeniem kolekcjonerów, którzy poszukują jego niecodziennych ozdób i są gotowi zapłacić za nie krocie. Dość powiedzieć, że Kramer jest dziś wyżej ceniony niż w czasach swojej świetności, a ceny jego biżuterii z roku na rok rosną.
Maja Woźniak jest projektantką biżuterii, której prace wzbudzają coraz większe zainteresowanie nie tylko wśród miłośników biżuterii, ale także środowiska złotniczego. Artystka biżuterią zajmuje się od piętnastu lat i ma na swoim koncie dwie wystawy indywidualne. Maja Woźniak od kilku lat jest aktywnym członkiem Stowarzyszenia Twórców Form Złotniczych oraz Związku Polskich Artystów Plastyków Polska Sztuka Użytkowa. Jej prace biorą udział w licznych wystawach krajowych oraz zagranicznych. Absolwentka Małopolskiego Uniwersytetu Ludowego we Wzdowie na kierunku rękodzieła artystycznego oraz Akademii Sztuk Pięknych w Łodzi na kierunku projektowania biżuterii, stale się rozwija i wprowadza na rynek nowe autorskie kolekcje biżuterii.

Od czasu ukończenia studiów, cztery lata temu, projektantka wprowadziła na rynek już cztery autorskie kolekcje. Początkowo zafascynowana owadami i biżuterią ludową, stale poszukuje, co owocuje kolejnymi niezwykle ciekawymi pracami biżuteryjnymi przeznaczonymi dla wymagających klientów.
Owady i emalia
Maja Woźniak rozpoczęła swoją przygodę z biżuterią od twórczości rękodzielniczej, z czasem zaczęła eksperymentować i zaproponowała odbiorcom swoją pierwszą autorską kolekcję biżuterii wykonaną w technikach złotniczych. – Nazwałam ją „Sekrety natury”. Byłam zafascynowana owadami, których kształty chciałam uwiecznić w srebrze – mówi Maja Woźniak. – Metodą prób i błędów wypracowałam swój sposób pozwalający wiernie uchwycić w metalu skomplikowane formy i ich detale. Moje owady spotkały się z ciepłym przyjęciem przez klientów. Do dziś mam stałych odbiorców, którzy wracają, by dokupić biżuterię z tej kolekcji – dodaje. Jednak z czasem prace entomologiczne przestały jej wystarczać i postanowiła poszukiwać nowej formy wyrazu. Wtedy uwagę swoją zwróciła w kierunku technologii emalierskich, z których przygotowywała swój dyplom kilka lat wcześniej. – Praca z emalią była i cały czas jest dla mnie prawdziwym wyzwaniem. Nigdy do końca nie wiem, jaki będzie rezultat końcowy, co wyjmę z pieca, i to mnie fascynuje – mówi artystka. – Eksperymentowanie z emalierstwem oraz praca ze szkłem pozwoliły mi na połączenie dwóch moich ówczesnych fascynacji – emalii i malarstwa kropkowego Aborygenów, które zaowocowały nową kolekcją biżuterii – dodaje Maja Woźniak.
Emalierstwo to niezwykle trudna technika, która polega na zdobieniu wyrobów wykonanych ze srebra, złota i miedzi za pomocą szklistych powłok składających się z piasku, kredy czy glinu oraz boraksu z dodatkami pigmentów a następnie wypaleniu ich w specjalnym piecu w temperaturze700- -800 stopni Celsjusza. Kolekcja inspirowana malarstwem kropkowym Aborygenów była przyjęta entuzjastycznie nie tylko przez odbiorców, ale także przez środowisko złotnicze. A prace młodej i uzdolnionej artystki zostały zaprezentowane w ubiegłym roku na wystawie indywidualnej w Galerii Dubiel. Na wystawie znalazły się dwie kolekcje Mai Woźniak, ale także jej prace wykonywane podczas studiów na łódzkiej Akademii Sztuk Pięknych. – Zeszłoroczna wystawa w Galerii Dubiel stanowiła dla mnie pewnego rodzaju inspirację – mówi Maja Woźniak. – Okazało się bowiem, że moje prace z okresu studiów na ASP spodobały się uczestnikom wystawy, co z kolei sprawiło, że spojrzałam na nie inaczej i dwie z nich posłużyły mi za inspirację do nowych kolekcji biżuterii – dodaje artystka.
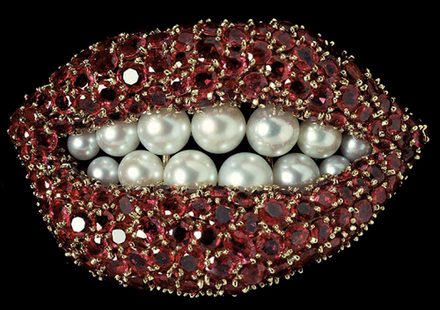
Szminka, ust a i śrub a
I tak dzięki wystawie w tym roku pojawiły się na polskim rynku złotniczym dwie nowe kolekcje biżuterii autorskiej Mai Woźniak. W kolekcji inspirowanej kobiecością dominantą są kobiece usta. – Już podczas studiów wykonałam odlew moich ust i to one były pierwszym elementem kolekcji, wokół którego stworzyłam naszyjniki, kolczyki i brosze – mówi Maja Woźniak. – Kolekcja składa się z biżuterii w kształcie ust i szminek. Cieszy się ona dużym zainteresowaniem wśród moich klientek. Kolekcja ta powstała spontanicznie, balansuje na granicy kiczu, ale sprawia mi dużo przyjemności tworzenie kolejnych wzorów, eksperymentowanie z nimi – dodaje Maja Woźniak. Należy zauważyć, że artystka wszystkie elementy wykonuje samodzielnie w swojej pracowni na warszawskim Mokotowie. I jak sama podkreśla, jedyne, co ją ogranicza, to czas, którego na stworzenie każdego elementu musi poświęcić dość dużo.
Po wprowadzeniu na rynek kolekcji „kobiecej” trochę dla równowagi wprowadziła kilka miesięcy temu kolekcję inspirowaną męskim światem. – Nowa kolekcja to także powrót do czasu studiów, na których po raz pierwszy wykonałam biżuterię inspirowaną klimatem industrialnym oraz steampunkiem – tłumaczy Maja Woźniak. – Praca nad biżuterią sprawiła mi niezwykłą przyjemność, pamiętam, jak przez wiele godzin siedziałam w markecie budowlanym i brałam do rąk różnego rodzaju śruby, gwoździe, nakrętki, które w danym momencie wydawały mi się niemal gotowym elementem biżuteryjnym – dodaje projektantka. Obecnie fascynacja technicznym światem zajmuje artystkę bez reszty. – Stale mam nowe pomysły na stworzenie kolejnych wzorów biżuterii, w której wykorzystam motyw koła zębatego czy gwinta – mówi Maja Woźniak. – Moja kolekcja jest minimalistyczna, przeznaczona dla kobiet, które nie boją się eksperymentować.
Mimo że śruby i gwoździe to elementy z męskiego świata, to staram się je udelikatnić i usubtelnić poprzez połączenie z kolorowymi kamieniami jubilerskimi, co z jednej strony je uszlachetnia, a z drugiej podnosi rangę akcesoriów budowlanych do świata złotnictwa – wyznaje artystka. Maja Woźniak nie wyklucza stworzenia kolekcji dla mężczyzn, jednak na razie brakuje jej na to czasu. Trzeba bowiem zauważyć, że mimo minimalistycznego charakteru kolekcji praca nad każdym wzorem jest niezwykle czasochłonna.
– Najpierw wykonuję odlew w srebrze, a następnie nad każdym z nich pracuję, udoskonalając go – mówi Maja Woźniak. – Nowa kolekcja składa się z naszyjników, kolczyków, a także pierścionków. Moim ulubionym jej elementem są kolczyki sztyfty, może dlatego, że są niezwykle wygodne – dodaje artystka. Podkreślenia wymaga fakt, że pomimo ogromu pracy dla Mai Woźniak niezwykle ważna jest interakcja z odbiorcami jej biżuterii. – Zależy mi na kontakcie osobistym, gdyż tylko w ten sposób mogę dowiedzieć się od kupujących, jak nosi się moja biżuteria oraz co sądzą o moich pomysłach. Ich sugestie są często bardzo cenne i wykorzystuję je do udoskonalenia i rozbudowania kolekcji – mówi Maja Woźniak. – Moi stali klienci kontaktują się ze mną za pośrednictwem portali społecznościowych, ale także przychodzą na targi, gdzie prezentuję swoje kolekcje i to jest dla mnie niezwykle cenne doświadczenie – dodaje artystka.
Maja Woźniak mimo młodego wieku osiągnęła sukces w branży jubilerskiej, jednak z całą pewnością nie powiedziała ostatniego słowa. W głowie już pojawił się jej nowy pomysł na kolejną kolekcję biżuterii, tym razem inspirowaną abstrakcją, ale na razie nie chce zdradzać szczegółów. Jedno jest jednak pewne: jej talent i niespokojna dusza stale poszukująca nowych inspiracji i stawiająca przed sobą nowe cele spowodują, że środowisko polskich artystów złotników usłyszy o niej jeszcze nie raz.
Najszlachetniejszy z kamieni jubilerskich, diament, najpiękniej i najpełniej prezentuje swoje wszystkie blaski w platynie, która uważana jest za symbol splendoru, dostojeństwa, zamożności.
Platyna (pierwiastek chemiczny o symbolu Pt) to metal niezwykle cenny, mający bardzo szerokie i różnorodne zastosowanie w elektronice, w przemyśle chemicznym, samochodowym, w medycynie (chemioterapia, implanty) i oczywiście w branży złotniczo jubilerskiej.
Właściwości platyny
Platyna bez domieszek innych metali, jest metalem bardzo miękkim, jej twardości mierzona w skali Mohsa wynosi zaledwie 4–4.5, jest koloru biało-szarego i przypomina aluminium. Ciężar właściwy platyny równy jest 21,45 g/cm³. Topi się w temperaturze 1775º C. a wrze w temperaturze 3825 °C, jest odporna na korozję nawet w wysokich temperaturach. Aby przetopić platynę niezbędnym jest użycie palnika tlenowo-gazowego, lub tlenowo-acetylenowego. Warto wiedzieć, że dla uzyskania jednej uncji platyny w kopalniach przerabia się 8 do 10 ton skały, co stanowi olbrzymią liczbę w porównaniu do 3 do 4 ton przy wydobyciu złota. Platyna została odkryta dopiero w 1557 roku przez hiszpańskich konkwistadorów w południowej Ameryce nad rzeką Pinto. Jej odkrywca Antonio de Ulloa y de la Torze miał ją nazwać– platina del Pinto, co w tłumaczeniu znaczyło – sreberko znad rzeki Pinto. Włoski nauczyciel i poeta Julius Caesar Scaliger pierwszy opisał platynę jako trudno topliwy metal.

Wykorzystywanie platyny w jubilerstwie
Prawdopodobnie pierwszą osobą, która użyła platyny jako materiału dekoracyjnego, był paryski artysta rzemieślnik, Marc Etienne Janet. Platyna była bardzo popularna i chętnie noszona w okresie przed drugą wojną światową, a w czasie trwania wojny uznana została za surowiec strategiczny i zakazano jej użycia do celów innych niż wojenne. W jej miejsce zaczęto powszechnie stosować białe złoto niklowe, z którego biżuteria okazała się równie trwała, przy czym znacznie tańsza. Warto zauważyć, że po zakończeniu wojny, kiedy znów z platyny można było wytwarzać biżuterię, nie udało się jej odzyskać dawnej popularności, którą straciła na rzecz białego złota. Do wyrobu biżuterii używa się stopu platyny z irydem lub rutenem. W takim stopie 90 proc. to platyna, 10 proc. to iryd lub ruten.
Złota a platyna
Na giełdach światowych cena platyny jest wyższa od złota. Różnica cen tych dwóch metali czasem jest jednak dość niewielka. Jeśli zapytamy, dlaczego przy tak nieznacznej różnicy ceny obu metali cena pierścionka z platyny jest wyższa od ceny pierścionka wykonanego ze złota, odpowiedź jest prosta. Zawartość czystego kruszcu w pierścionku złotym wynosi zazwyczaj tylko 0.585 części, w pierścionku platynowym 0.900 części. W dodatku ciężar właściwy platyny jest około 1,6 razy większy od ciężaru złota.
 Oznacza to, że ten sam pierścionek wykonany z platyny, będzie ważył 1.6 razy więcej niż pierścionek złoty. Metale szlachetne kupowane są na wagę, nie zaś na objętość. Wyższy stop, czyli większe zużycie czystego metalu, większy ciężar właściwy i wyższa cena platyny jako materiału dają w sumie znacznie wyższą cenę gotowego wyrobu. Do tego należy uwzględnić również większy koszt robocizny, gdyż tylko z pozoru może się wydawać, że w platynie równie łatwo pracuje się jak w złocie. Tygiel do topienia platyny kosztował mnie więcej niż tygiel do złota. Topienie palnikiem gazowym jest niemożliwe. Potrzebny jest palnik gazowo-tlenowy. Oprócz butli gazowej, potrzebna jest zatem butla z tlenem. Oczy podczas topienia, wyżarzania i lutowania muszą być chronione tak jak przy spawaniu żelaza, specjalnymi okularami. Wynika to z konieczności ochrony przed promieniowaniem ultrafioletowym. Okulary, jakich musimy używać podczas topienia platyny, nie bardzo nadają się przy jej lutowaniu ze względu na zbytnie przyciemnienie. Do obróbki złota można używać tego samego pilnika przez dziesięć lat. Do platyny pilnik musi być nowy.
Oznacza to, że ten sam pierścionek wykonany z platyny, będzie ważył 1.6 razy więcej niż pierścionek złoty. Metale szlachetne kupowane są na wagę, nie zaś na objętość. Wyższy stop, czyli większe zużycie czystego metalu, większy ciężar właściwy i wyższa cena platyny jako materiału dają w sumie znacznie wyższą cenę gotowego wyrobu. Do tego należy uwzględnić również większy koszt robocizny, gdyż tylko z pozoru może się wydawać, że w platynie równie łatwo pracuje się jak w złocie. Tygiel do topienia platyny kosztował mnie więcej niż tygiel do złota. Topienie palnikiem gazowym jest niemożliwe. Potrzebny jest palnik gazowo-tlenowy. Oprócz butli gazowej, potrzebna jest zatem butla z tlenem. Oczy podczas topienia, wyżarzania i lutowania muszą być chronione tak jak przy spawaniu żelaza, specjalnymi okularami. Wynika to z konieczności ochrony przed promieniowaniem ultrafioletowym. Okulary, jakich musimy używać podczas topienia platyny, nie bardzo nadają się przy jej lutowaniu ze względu na zbytnie przyciemnienie. Do obróbki złota można używać tego samego pilnika przez dziesięć lat. Do platyny pilnik musi być nowy.
Obróbka platyny
Łączenie złota z platyną w wielu układach jest bardzo trudne, gdyż oba te metale mają różne temperatury topnienia, a więc i nagrzewania się, a co zatem idzie ich kurczenie i rozkurczanie następuje w różnym czasie. Nawet polerowanie wydaje się być trudniejsze i bardziej czasochłonne. Jedynie sama oprawa kamieni szlachetnych w platynie jest pracą przyjemniejszą, łatwiejszą i mniej nastręczającą kłopotów. Platyna nie sprężynuje tak jak złoto. Raz dogięta łapka czy oprawka ściśle i trwale przylega do kamienia. Nie jest ona przy tym podatna na pękanie tak jak białe złoto. Oprawa w korny / kulki / jest również bardzo wygodna, gdyż platyna nie ma tendencji do zrywania, co już daje się zauważyć przy jej obrabianiu pilnikiem.
 O ile, więc w pracy z pilnikiem stwarza ta cecha trudności, to podczas naprowadzania rylcem wiórka formowanej kulki na kamień, jest bardzo pomocna. Podczas topienia platyny nie używamy boraksu, gdyż platyna nawet w wysokiej temperaturze nie oksyduje. To samo dotyczy lutowania. Zbędne jest stosowanie lutówek i bejcowania wyrobu po przeprowadzonym lutowaniu. Lutowanie dwóch kawałków platyny odbywa się nieco inaczej niż złota. Złoto powinno być podgrzewane również w obszarze wokół miejsca lutowania. Lutując platynę możemy ogień palnika kierować bezpośrednio na styk obu lutowanych krawędzi, bez konieczności szerszego podgrzewania jak złoto. Redukowanie gr materiału. Walcując platynę odpalamy ją tak ubości poprzez walcowanie nigdy nie może przekroczy 70 proc. pierwotnej grubości bez kolejnego rozhartowania. Nadmierne i długotrwałe wyżarzanie, może być przyczyną pojawienia się pomarańczowych przebarwień na powierzchni platyny, bardzo trudnych do usunięcia w czasie polerowania.
O ile, więc w pracy z pilnikiem stwarza ta cecha trudności, to podczas naprowadzania rylcem wiórka formowanej kulki na kamień, jest bardzo pomocna. Podczas topienia platyny nie używamy boraksu, gdyż platyna nawet w wysokiej temperaturze nie oksyduje. To samo dotyczy lutowania. Zbędne jest stosowanie lutówek i bejcowania wyrobu po przeprowadzonym lutowaniu. Lutowanie dwóch kawałków platyny odbywa się nieco inaczej niż złota. Złoto powinno być podgrzewane również w obszarze wokół miejsca lutowania. Lutując platynę możemy ogień palnika kierować bezpośrednio na styk obu lutowanych krawędzi, bez konieczności szerszego podgrzewania jak złoto. Redukowanie gr materiału. Walcując platynę odpalamy ją tak ubości poprzez walcowanie nigdy nie może przekroczy 70 proc. pierwotnej grubości bez kolejnego rozhartowania. Nadmierne i długotrwałe wyżarzanie, może być przyczyną pojawienia się pomarańczowych przebarwień na powierzchni platyny, bardzo trudnych do usunięcia w czasie polerowania.

Zamówienie platynowej biżuterii
Jeśli zamawiamy szkielet pierścionka z katalogu, gdzie wytwórca podaje wagę jedynie w odniesieniu do złota żółtego próby 0.585 bądź 0.750, a zamawiamy platynę, aby obliczyć ciężar pierścionka platynowego w stopie z irydem korzystamy z tabeli (tabela 2). Ciężar właściwy danego stopu platyny dzielimy przez ciężar stopu złota, w jakim określony jest wyrób w katalogu. Otrzymany wynik mnożymy przez wagę modelu pierścionka podaną w katalogu. Pierścionek ze złota żółtego, próby 0.585 o wadze katalogowej 4 gram będzie ważył / 4×1.65=6.6 / sześć i sześć dziesiątych grama, jeśli wykonany zostanie ze stopu platynowo irydowego. Odlew wykonany zostanie z tej samej formy, jego masa objętościowa będzie ta sama. Ciężar tej masy jednak będzie inny. Warto wiedzieć, że jeśli chcemy odlać ze złota kilka pierścionków to, aby obliczyć ilość potrzebnego materiału, ważymy modele woskowe wraz z woskowym korpusem i mnożymy przez 13. Cyfra trzynaście wzięła się z tabeli, w której znajduje się ciężar właściwy złota odpowiedniej próby i barwy.
Wosk ma ciężar właściwy zbliżony do 1 g/cm². Poszczególne gatunki wosku mogą różnić się nieznacznie wagą. Pamiętamy, że zwykły wosk wylany na wodę pływa na powierzchni. Masę srebra, potrzebną do odlewu, obliczamy analogicznie, mnożąc ciężar właściwy srebra przez ciężar wosku, który znajdzie się w formie. Platyna może być także w stopie z miedzią, kobaltem, srebrem. W USA dopuszcza się 14-karatowy stop platyny w skład, której wchodzi 36.55 proc. palladu i 5 proc. miedzi. Jako ciekawostkę można dodać, że korona Elżbiety królowej matki na jej koronację została wykonana nie ze złota lecz z platyny. Była to pierwsza korona wykonana z tego metalu. Obecnie około 80 proc. światowej produkcji platyny pochodzi południa Afryki, 11 proc. z Rosji, pozostałe z innych krajów świata.
 Rozmowa z Magdaleną Kwiatkiewicz,inicjatorką powstania Galerii YES,prywatnej galerii promującej sztukę złotniczą i dokonania polskich projektantów. Współzałożycielką i współwłaścicielką firmy YES Biżuteria.
Rozmowa z Magdaleną Kwiatkiewicz,inicjatorką powstania Galerii YES,prywatnej galerii promującej sztukę złotniczą i dokonania polskich projektantów. Współzałożycielką i współwłaścicielką firmy YES Biżuteria.
Polski Jubiler:Galeria YES powstała niemal 15 lat temu. Od tego czasu zaprezentowano w niej prace zarówno czołowych polskich projektantów,jak i początkujących artystów.Jak według Pani zmieniło się w tym czasie polskie wzornictwo artystyczne,w którą stronę ewoluowało?
Magdalena Kwiatkiewicz: Oczywiście, przez tych sporo już lat mieliśmy przyjemność prezentować i promować wiele wspaniałych dzieł najważniejszych twórców, a także najciekawsze dokonania młodszych projektantów,takich jak Agnieszka Bruzda,Aleksandra Kucińska, Dorota Krzeszewskaczy Marcin Bogusław. Mam nadzieję, że zarówno dla nich, jak i dla odbiorców ich sztuki, Galeria YES była przez te lata ważnym miejscem. Odpowiadając natomiast na pani pytanie o to, jak i czy zmieniło się w tym czasie polskie wzornictwo artystyczne,w którą stronę ewoluowało – odpowiem trochę przekornie. Da się oczywiście prześledzić pewne zmiany i procesy zmieniające się na przestrzeni lat, jednak moim zdaniem, zmieniło się za mało. Za mało ewoluowało w stronę designu. Nie brakuje nam w Polsce wybitnych obiektów artystycznych.Brakuje biżuterii przetwarzającej sztukę w dobry design.
Posiada Pani największą w Polsce kolekcję biżuterii artystycznej wykonanej i zaprojektowanej przez najwyższej cenionych polskich projektantów. Skąd wzięło się u Pani zamiłowanie do współczesnej sztuki biżuteryjnej?
Zgodzimy się chyba, że – w dużym oczywiście uproszczeniu – istotą sztuki jest potrzeba wyrażania swoich indywidualnych dążeń. A przecież z czegoś podobnego bierze się potrzeba, rodzi się gest sięgania po taki, a nie inny wzór biżuterii. Wynika on z chęci wyrażania osobowości, własnej indywidualności. W takim rozumieniu i wielka sztuka, i biżuteria zaspokajają podobne potrzeby. A w przypadku sztuki złotniczej możemy chyba mówić, że stanowi swoistą syntezę tych potrzeb. Moja Kolekcja Współczesnej Polskiej Sztuki Złotniczej jest swego rodzaju hołdem,wyrazem szacunku wobec tej formy sztuki.Zrodziła się tyleż z emocji – pasji, zachwytu– wywołanych przez piękne i unikatowe często dzieła polskich twórców, jaki z chłodnej i niewesołej raczej konstatacji,że ta sztuka jest niedoceniona, że takiej kolekcji nikt jeszcze nie stworzył.

Galerii YES udało się wprowadzić biżuterię autorską w przestrzeń publiczną.Praktyka ta stosowana jest na całym świecie od dość dawna, w Polsce jednak Pani projekt stworzenia miejsca otwartego na sztukę biżuteryjną, był jednym z pierwszych. Dlatego zdecydowała się Pani zaangażować w przedsięwzięcie,które w naszym kraju nie cieszyło się dużym zainteresowaniem?
Przecieranie nowych, nieutartych jeszcze ścieżek ma moim zdaniem pewną wartość samą w sobie. To po pierwsze. Poza tym,jak pani wspomniała, galerie działające na podobnych zasadach, działają na całym świecie od dość dawna. U nas ich brakuje,i dlatego jednym z celów powołania przeze mnie Galerii YES była chęć wypełnienia tej luki. I wreszcie powód trzeci. YES,który przez te lata finansował istnienie galerii, to duża firma, zarządzająca siecią blisko stu Sklepów Jubilerskich YES. Firma,która z jednej strony kształtuje swoją ofertę handlową z uwzględnieniem oczekiwań klientów, zaspokajając ich potrzeby, ale z drugiej stara się także współkreować estetyczne gusta konsumentów.Nie jest nam obojętne, jakie kanony piękna są lub stają się dominujące.Promując przez tych 15 lat polską sztukę złotniczą, tzw. biżuterią artystyczną lub jak mówią inni, autorską, a od pewnego czasu ją także oferując, staramy się poprzez Galerię YES propagować ambitne wzorce,niebanalne propozycje artystyczne, talenty polskich projektantów.
Celem działania założonej przez Panią galerii jest promowanie twórców i projektantów biżuterii artystycznej, ale także prowokowanie odbiorców do nowego,pełnego postrzegania biżuterii jako dzieła sztuki. Czy udało się Pani osiągnąć zamierzone cele?
Nie ma prostej, jednoznacznej odpowiedzi na pani pytanie. Bo jeśli tym celem miałoby być takie uwrażliwienie odbiorców na dobry projekt, na oryginalność, na design,jak to ma miejsce np. w Skandynawii – to oczywiście cel ten nie został jeszcze przez nas osiągnięty. Mało tego, sądzę, że byłoby to zarozumiałością z naszej strony, gdybyśmy sądzili, że sama Galeria YES ma taką moc sprawczą. Może być tylko jednym z wielu współkształtujących wrażliwość estetyczną podmiotów.Natomiast jeśli oceniać nasze dotychczasowe nasze działania i ich efekty poprzez liczbę zorganizowanych prezentacji indywidualnych i zbiorowych – których było blisko sto, organizowanych także we współpracy z Muzeum Narodowym w Poznaniu – poprzez liczbę publiczności,która przez te lata dała się namówić na kontakt z biżuterią jako dziełem sztuki– to myślę, że mamy powody do choćby skromnej satysfakcji.

Jest Pani mecenasem współczesnej sztuki biżuteryjnej a jednocześnie jednym z prezesów dużej firmy jubilerskiej – YES Biżuteria. Ma Pani doświadczenie zarówno jako obserwator rynku, ale także jako jeden z jego głównych uczestników. W jakim kierunku według Pani rozwijać się będzie polska sztuka biżuteryjna?
Design, design, design! Na całym świecie liczy się tak naprawdę dobry design. Jeśli
twórcy sztuki złotniczej chcą znajdować odbiorców nie tylko pośród niszowej, bardzo„świadomej” publiczności, prędzej czy później odkryją na nowo, że w pojęciu„sztuka użytkowa” pierwszy człon stanowi pojęcie „sztuka”. Tworzenie dobrego wzornictwa,dobrego designu też jest sztuką.I w tym kierunku powinna rozwijać się polska sztuka projektowania i tworzenia biżuterii.
Biżuteria funkcjonuje w dwóch światach– hermetycznym, artystycznym, oddalonym od świata i realnym, w którym liczy się przede wszystkim „moda ulicy”,wygoda i funkcjonalność biżuterii. Czy istnieje sposób na wypracowanie kompromisu?Czy udałoby się pogodzić te dwa wydawałoby się różne sposoby postrzegania biżuterii i sprawić, aby Polacy częściej decydowali się na zakupy autorskich projektów?

Odpowiedź na to pani ważne pytanie w dużej mierze musiałaby być zbliżona do tego,o czym mówiłyśmy wcześniej. To znaczy do roli i znaczenia dobrego designu.Tylko nie nazwałabym go rodzajem kompromisu pomiędzy wymogami„mody ulicy” a sztuki– lecz raczej twórczą syntezą tego, co może być najciekawsze. Zarówno dla twórcy, jak i odbiorcy. Można w tym kontekście wymienić jako przykłady takich udanych propozycji,wzory tworzone przez Agnieszkę Bruzdę,a także Katarzynę Bukowską – które proponujemy w ramach linii STUDIO Y.
Sztuka złotnicza jest pełnoprawną dziedziną sztuki współczesnej. Niemniej tworzenie biżuterii, w opinii większości społeczeństwa, traktowane jest bardziej jako hobby niż tworzenie wielopłaszczyznowego działa sztuki. Czy wydaje się Pani, że pojawianie się na rynku większej liczby galerii artystycznych, sprawi, że Polacy zmienią sposób postrzegania sztuki złotniczej?
Oczywiście, im częściej odbiorca ma okazję do kontaktu ze sztuką, tym większa szansa, że to zaproszenie przyjmie. Że dostrzeże coś, co do tej pory umykało jego uwadze. Jednak ważne jest także to, co twórcy mają do zaproponowania.Na całym świecie istnieje pewna prawidłowość: im sztuka jest bardziej hermetyczna,zajęta sama sobą, a nie poszukiwaniem kontaktu z odbiorcą– tym jej spektrum oddziaływania jest mniejsze. Tego nie zmienimy. Natomiast możemy przekonywać obie strony:twórcę i potencjalnego odbiorcę,że nawzajem są sobie potrzebni.

Galeria YES stara się przełamywać bariery,ukazywać biżuterię jako dzieło sztuki.Jednym z przejawów takiej działalności jest organizowanie konkursu PearlArt,który wymaga od osób biorących w nim udział „oprawienia perły w talent”. Jakie znacznie ma organizowany przez państwa konkurs? Czy udaje się dzięki niemu przełamać stereotypy dotyczące biżuterii?
Chcielibyśmy, aby tak było. Zapraszając artystów do współpracy– bo przecież konkurs jest taką swoistą formą zaproszenia –stwarzamy im pewien pretekst do twórczych poszukiwań,oddajemy do dyspozycji przestrzeń galerii, staramy się ufundować atrakcyjne nagrody. W przypadku tego konkursu zgłoszone prace były oceniane również pod kątem możliwości wprowadzenia ich do produkcji. Cóż możemy więcej? Nawet jeśli efekty konkursowych zmagań mogły wywołać pewien niedosyt, to warto pamiętać, że PearlArt spełnił postawiony przed nim cel:skłonił każdego biorącego w nim udział autora, by swój talent spróbował wyrazić także poprzez design. Tylko jak się okazuje, nie jest to jednak takie proste.
Galeria YES na stałe wpisała się w krajobraz polskiegorynku jubilerskiego.Aktywnie uczestniczywe wszystkichdziałaniachpodejmowanychnarynku ,promujemłodychtwórców.Wydaje się, żecele stawiane przedGalerią zostały osiągnięte. Jakie wobectego ma Pani plany na przyszłość?
Powtórzę to, co napisałam we wprowadzeniu do naszego ostatniego konkursowego katalogu: Galeria YES zaprasza do współpracy tych wszystkich, którzy potrafią i chcą tworzyć biżuterię dla zainteresowanych nią odbiorców. Zaprasza tych projektantów, dla których określenie artystycznynie jest synonimem słowa elitarny,a design jest pochodną pojęcia kreatywność.Od dwóch lat bowiem, oprócz promocji współczesnej polskiej sztuki złotniczej, także współtworzymy jej rynek.Zamierzam także ciągle poszerzać moją Kolekcję Współczesnej Polskiej Sztuki Złotniczej, mając wszakże nadzieję, że będą powstawać z inicjatywy innych osób kolejne, co przyczyni się to z pewnością do promocji tej niedocenianej tak jak na to zasługuje, sztuki.
Dziękuję za rozmowę.
Rozmawiała Marta Andrzejczak
W rok po przyjeździe do Stanów Zjednoczonych udało mi się zatrudnić w firmie
wytwarzającej srebrną biżuterię. Ponieważ była to masowa produkcja idąca
dziennie w kilka, kilkanaście tysięcy sztuk, jej standard był wątpliwy i często
sprowadzał się do jakości niedrogich świecidełek, którymi poniektórzy przez brak
rozeznania biznesowego i trendów na rynku wypełniali sklepowe lady.
Firma miała dość długą i pretensjonalną nazwę, która
brzmiała ,,National gold and silver Lisa Lee creations” i
mieściła się przy 10th Seldon St. Woodbridge. Jak dowiedziałem
się później, od Andrzeja, Polaka, który pracował
tam już od jakiegoś czasu, właścicielami firmy były cztery
osoby, z których Lee miał chyba największy udział w spółce, jako że
to jego nazwisko i imię jego córki widniało na szyldzie firmy.
MAŁA FABRYKA, DUŻY PRZERÓB
Cała firma, ze względu na ilość zatrudnionych osób oraz wielkość
samego budynku – według polskiej miary – dałaby się opisać jako
mała fabryczka. Pracownikami biurowymi była recepcjonistka, do
której należało jednocześnie rozliczanie czasu pracy zatrudnionych,
wypisywanie i roznoszenie cotygodniowych czeków z należnym za
pracę wynagrodzeniem oraz czterech właścicieli. Reszta pracowników
to woskarki, odlewające woskowe formy, do dziesięciu kobiet, jeden
mężczyzna, który zalewał je gipsem, kilku innych pracowników na
kolejnych etapach ciągu produkcyjnego. Niemal gotowe wypolerowane
wyroby wracały do sortowania, szły na stanowiska diamonds
cut i do działu pakowania.
Praca jak w każdej fabryce była nieprzyjemna, nużąca i monotonna.
Licząc takie same stanowiska jak moje i mnożąc tę ilość przez ilość
sztuk, jaka przechodziła średnio dziennie przez moje ręce, wychodziło,
że fabryka produkowała średnio ponad dziesięć tysięcy sztuk
wyrobów dziennie. Zgłaszając się do pracy pokazałem przetłumaczony
na angielski swój dyplom mistrzowski i być może dzięki temu już
na starcie dostałem sześć dolarów na godzinę, a po pół roku pierwszą
podwyżkę w wysokości 25 centów. Wielkie pieniądze to na pewno
nie były, ale pracowałem pod dachem i w klimatyzowanym pomieszczeniu,
co przy letnich temperaturach i wysokiej wilgotności, jaka
panuje w tej części Stanów, było to nie bez znaczenia. Skorzystałem
też, gdy jedyny zatrudniony w fabryce goldsmith nie otrzymawszy
takiej podwyżki jakiej zażądał odszedł do innej firmy. Od momentu
przejścia na jego stanowisko poprawiło się moje samopoczucie,
zaczęto też bardziej doceniać moje kwalifikacje i wydajność pracy, z
czego rozumiałem, że byłem i szybszy i lepszy od swego poprzednika,
gdy tymczasem na poprzednim stanowisku pozostawałem za
innymi pracownikami sporo w tyle. Oczywiście ponieważ rzecz się
miała w Ameryce, a ja byłem w niej jedynie emigrantem, z chwilą
przejścia na dość ważne dla produkcji stanowisko, nie otrzymałem
ani uposażenia swego poprzednika, ani też chociażby skromnej
kolejnej 25 centowej podwyżki.
WYDAJNOŚĆ PRZEDE WSZYSTKIM
Od tej pory mając własne wydzielone stanowisko, komplet potrzebnych
narzędzi złotniczych i dużo mniejszą presję na ilość a większą
na jakość, mogłem porównywać różnice między tym co robiłem w
swoim warsztacie złotniczym w Polsce a tym co robiłem tutaj. W
Polsce byłem rzemieślnikiem, byłem w stanie z przetopionego i
zwalcowanego wcześniej złota zrobić w dwie, trzy godziny prosty
mały pierścionek. Szyna, boczki, oprawka na kamień, zakucie i
wypolerowanie. W miesiącu trzydzieści pierścionków, do dwudziestu
par kolczyków, zatem sumując 50 sztuk licząc pojedyncze sztuki a
nie pary. Tu w Stanach, fabryczka zatrudniająca w sumie chyba nie
więcej jak trzydzieści osób produkowała w miesiącu 300 000 sztuk.
Zakładając moją wydajność pracy, trzydziestu złotników w Polsce, w
czasie jednego miesiąca, wytwarzało tych sztuk ledwie tysiąc pięćset.
Inna organizacja pracy, inne oprzyrządowanie, inna technika, zatem
i efekty inne, ale…
Jak mówi stare przysłowie wszystko dobre, co się dobrze kończy. Lisa
Lee już w 2005 roku… zabublowawszy rynek swoimi wyrobami,
poszła pod młotek z ceną wywoławczą 5 milionów dolarów. Czy
właściciele otrzymali te pieniądze, oczywiście nie wiem, zdarzyło mi
się jednak być na wyprzedaży fabryki platerów w niedalekim Waterbury gdzie dwie elektryczne wirówki do odlewania metali zostały sprzedane
po 50 dolarów za sztukę, stare polerki po 20 dolarów i jedynie
kompletna uprząż końska wraz z siodłem, całość niezwykle bogato
zdobiona srebrem (na ozdoby zużyto 30 kg srebra) poszła za 5000
dolarów dolarów.
Lisa Lee przy sporej produkcji bynajmniej nie posiadała zbyt bogatego
wyposażenia i poza kompresorem do sprężania powietrza, wirówką,
bębnami polerskimi i polerkami właściwie nie miała sprzętu,
którego wartość w momencie zakupu przekraczałaby kwotę tysiąca
dolarów. Jej głównym bogactwem było kilkaset modeli biżuterii do
produkcji seryjnej, które jednak już przestały się sprzedawać. Zatem
tym samym stały się bezwartościowe.
POCZĄTEK RECESJI…
W Lisa Lee pracowałem niecałe dwa lata, wcześniej przez kilka
tygodni u Louisa Coppoli Amerykanina włoskiego pochodzenia, który
jednak płacił tak mizernie, że przy pierwszej okazji zrezygnowałem
z pracy. Kilka miesięcy po tym, jak przestałem pracować w Lisa Lee
zadzwonił do mnie Andrzej (Andrzej pracował w dziale odlewni) i
powiedział, że został odesłany na bezpłatny urlop (inni pracownicy
także): –Wyobraź sobie, nawet nie powiedzieli do kiedy będzie ten
urlop. Mam siedzieć i czekać kiedy zadzwonią. Dla Andrzeja oznaczało
to utratę nie tylko zarobku, ale także niemożność uzyskania
jakiegokolwiek zasiłku dla bezrobotnych. Ja już w tym czasie prowadziłem
własny biznes, miałem własnych klientów i zamówień na tyle,
by średnio mieć pracę na dwie godziny dziennie, co przez pierwsze
pół roku nie pokrywało nawet kosztów wynajmu lokalu.
Trzeci z polskich złotników mieszkających w New Haven (Woodbridge
było częścią tej aglomeracji) pracował w sklepie jubilerskim należącym
do sieci American Diamond Exchange i prawdopodobnie miał najlepsze
zarobki i dość pewną pracę. Ale i ta firma przeżywała regres.
Czy zachował swoje stanowisko pracy do momentu, w którym Louis
Coppola (jubiler z trzeciego pokolenia, miałem okazję poznać także
jego dziadka jubilera), nie zamknął swego sklepu i nie dołączył do
personelu American Diamond Exchange wnosząc do niego nie tylko
swoje doświadczenie i umiejętności ale także i swoich klientów, tego
już się nie dowiedziałem.
Lata 1986–98 nie sprzyjały biznesowi. Rozpoczęła się recesja i zdawała
się ona pogłębiać z każdym rokiem. Wielkie korporacje zwalniały
pracowników, sieci sklepów likwidowały swoje punkty i tak
największa z sieci jubilerskich Zale Corp. z 2750 sklepów zamknęła
aż 1500. Macy’s, który był liderem wśród dystrybutorów na rynku
amerykańskim, zamknął swój dom towarowy w New Haven, mieście
które wraz z przyległościami liczyło 650 tys. mieszkańców. Zamykane
były sklepy sieci Caldor, Bradly, Fox, pustoszały jeszcze do niedawna
ruchliwe centra handlowe, chociaż jednocześnie – co też było widoczne
– powstawały nowe, jeszcze większe i lepiej zorganizowane.
JCK Magazine rok w rok informował jednak, że w trakcie jednych z
największych targów jubilerskich na świecie w Jacob Java Conwention
Center przy 52 th Street na Manhattanie wystawcy mieli obroty
większe niż oczekiwali. Z czasem zaczynałem odczytywać tę informację,
że spodziewali się, iż mogło być jeszcze gorzej niż się spodziewali.
Ale nawet w tym niesprzyjającym okresie niektórzy z polskich
złotników radzili sobie coraz lepiej.
POLACY W CZASIE KRYZYSU
Na rok przed powrotem do Polski odwiedziłem wraz żoną kuzyna
w Sacramento w Kalifornii i poprzez niego dotarłem do trzech
złotników w tym mieście. Dwóch z nich miało własne dobrze
urządzone naprawdę eleganckie sklepy jubilerskie oczywiście z
zapleczem warsztatowym pozwalającym na świadczenie usług,
produkcję na sklep i na wytwarzanie biżuterii pod indywidualne
zamówienia. Trzeci ze złotników miał warsztat w mieszkaniu.
Wykonywał w nim prace zlecone przez kilku zaprzyjaźnionych
jubilerów z miasta. Jego zarobki sięgały 1900 dolarów miesięcznie,
co było kwotą dość przyzwoitą i twierdził, że mógłby zarabiać
jeszcze więcej gdyby nie czas, jaki tracił na dojazd do poszczególnych
sklepów, by zebrać zlecone prace, a następnie dostarczyć je
już po ich wykonaniu.
Radzili sobie polscy złotnicy zatem nieźle i tylko obrazek młodego
Koreańczyka, który na miejscowym rynku, pod gołym niebem na
małym stołeczku lutował łańcuszki, wymieniał uszkodzone zapięcia
i powiększał bądź pomniejszał pierścionki uświadomiły mi, że i w
Kalifornii konkurencja jest równie duża jak i ta na wschodnim wybrzeżu
Stanów. Innym przykładem sukcesu polskiego złotnika był poznany
podczas nowojorskich targów Marek R., za którego radą przeniosłem
się na przedmieścia wielkiej Filadelfii do Cherry Hill. Marek
otworzył wraz z żoną sklep w nowym centrum handlowym w Mapel
Shadows i – jak zauważyłem – mimo dużych kosztów z tym związanych
stale się rozwijał. Kupował złoto płacąc, tak jak wszyscy jubilerzy
i złotnicy w Ameryce, po dwa, trzy dolary za gram, czasami za całą
garść, w której nie brakowało diamentów, nie więcej jak 200 dolarów,
przerabiał i wstawiał do lady do sprzedaży. W stanie New Jersey nie
było obligatoryjnego obowiązku prowadzenia dla potrzeb Policji
rejestru skupu złota.
Tadeusz K., który otworzył niemal w tym samym czasie sklep jubilerski
na polskiej ulicy Alleghery ave w samej Filadelfii po niecałych
trzech miesiącach, mając dość Ameryki i Amerykanów, także tych
polskiego pochodzenia, zamknął sklep, zwinął biznes i zostawiając
niespłacony dom powrócił do Polski, do tej – jak mówił – kładki pod
wierzbą z której łowił z przyjaciółmi ryby, a o której mimo upływu
blisko dwudziestu lat wciąż nie mógł zapomnieć.
POWRÓT DO POLSKI
Ja sam działałem nieco roztropniej, jeśli coś zostawiłem to tylko
samochód marki dodge Aries, używany, ze sporym przebiegiem, dwa
lepsze zabrałem ze sobą i powróciłem do lasów i jezior Warmii i
Mazur, do domu i własnego zakładu i do dorosłych już synów. Do
życia z mniejszym stresem, mniej dokuczliwymi upałami, z większymi
możliwościami na dorobek i ustabilizowane życie. Jeśli ktoś mnie
pyta czy tego nie żałuję. Odpowiadam, żałuję, że wyjeżdżałem.
Chociaż na pewno wiele się nauczyłem, wiele zobaczyłem, ale też
może i sporo straciłem.
Dziś, by czegoś więcej się nauczyć, nie trzeba wyjeżdżać na Zachód.
Oprawy diamentów, wytwarzania form i odlewania i dużo, dużo
więcej, można nauczyć się na miejscu, niemal w każdym zakładzie
złotniczym.
Pojawienie się w ostatnich latach
na po lskim rynku diamentów
lskim rynku diamentów
i naturalnych kamieni szlachetnych
miało niewątpliwie
wpływ na uatrakcyjnienie tego
rynku, ale także zmusiło wielu
złotników i jubilerów do poszukiwania
wiedzy na temat właściwej
i pozbawionej błędów wyceny
wytwarzanej
bądź sprzedawanej biżuterii.
Pytanie ile jest wart pierścionek
z szafirkiem i kilkoma małymi
diamencikami oprawionymi
w białe i żółte złoto i za jaką cenę
można go sprzedać, wprawdzie
nie spędza sen z powiek, ale zawsze nastręcza
pewne problemy.
Ustalenie ceny
Jubiler zaopatrujący się u hurtownika może
określić cenę detaliczną przyjmując sugestię,
bądź już określoną cenę detaliczną określoną
przez hurtownika czy dostawcę. Może też to,
co zapłacił pomnożyć razy dwa i otrzymany
wynik wpisać na metkę produktu. Tyle tylko,
że w momencie zakupu już musi się zastanowić,
czy płacąc cenę hurtownikowi nie przepłaca,
nie płaci za dany towar ceny, jakiej
towar ten nie jest wart. Wycena jest także
problemem złotnika – wytwórcy nawet, jeśli
wykonuje biżuterię jedynie na potrzeby
i zaopatrzenie własnego sklepiku.
Można powiedzieć, że cenę pierścionka
ustala się w bardzo prosty sposób. Cenę
zakupionego kamienia bądź kamieni, wartość
zużytego kruszcu i robocizna, w skład której
muszą wejść wszystkie koszty własne, takie
jak podatki, opłaty ZUS-owskie, koszty lokalowe
i to co nazywamy bułką z masłem. Do
tego samochód, jego utrzymanie i eksploatacja.
Nie ma problemu z wyceną, jeśli
pierścionek czy kolczyki to tylko złoto i syntetyczne
cyrkonie Swarovskiego, ale jeśli
zużyliśmy kilka diamencików w cenie 400
dolarów za karat i ładny szafirek z Sir Lanki,
wycena już może być problematyczna. Może
po prostu przepłaciliśmy za diamenty i za
szafir, może diamenty u wszystkich dealerów
są po 195 dolarów per ct. a tylko nam wciśnięto
w cenie za 400 dolarów, może szafirek
był za 25 dolarów a nie za 125 dolarów, którą
to cenę zapłaciliśmy zbyt pochopnie.
Mamy typowy odlew, szafir 5×3,5 i cztery
diamenty po 0.05 pts. licząc naszą pracę,
wykańczanie i polerowanie odlewu, oprawa
kamieni i końcowa polerka plus zysk i mamy
końcową cenę, ale czy klient identyczny
pierścionek nie zobaczy u innego złotnika
w cenie niższej o 20 czy 30 procent?
Nie mamy takiej pewności.
Aktualizacja cen
Trzy lata temu złoto było w cenie 700 dolarów
za uncję, dziś to już 1200 dolarów lub więcej,
a jutro może znowu w cenie jedynie 700
dolarów. Wydawcy amerykańskiego czasopisma
dla jubilerów JQ Magazin dostrzegając
problem wpadli na pomysł by sprawdzić, jak
wygląda wycena biżuterii przez jubilerów
i złotników prowadzących swoje biznesy
w Waszyngtonie. Być może bardziej odpowiednim
do tego miastem byłaby stolica tej
branży Nowy Jork, gdzie w tamtym czasie tylko
na Manhattanie pracowało 33 000 osób,
z czego aż 11 000 bezpośrednio przy produkcji
biżuterii, ale z sobie znanych powodów
wybrali jednak Waszyngton. Specjalne wykonany
na tę operację pierścionek z dużym
trudnym do określenia ze względu na barwę
kamieniem oraz kilkoma diamentami stanowiącymi
nieodzowny dodatek, został zaprezentowany
powszechnie znanym w mieście
jubilerom i otrzymał wycenę od 4800 dolarów
do 9600 dolarów. Tak znaczna rozbieżność
w określeniu jego wartości nie tyle zdumiała,
co dała być może nieco złośliwej satysfakcji osobie piszącej artykuł, a czytelnikom, w większości
przecież ze świata „goldbiznesu”, że ich
kwalifikacje zawodowe i znajomość uprawianej
profesji jest co najmniej wątpliwa.

Certyfikat jakości
Eksperci zawodowo trudniący się wyceną
biżuterii niemal natychmiast zaczęli domagać
się wprowadzenia zakazu wyceny diamentów
i wszelkiej biżuterii przez osoby nie mające
ku temu ,,odpowiednich uprawnień”, czytaj
nie zrzeszonych w miejscowym bądź krajowym
stowarzyszeniu, wyraźnie stwierdzając,
że goldsmith czy jubiler nie ma prawa i kwalifikacji
do wystawiania certyfikatów określających
wartość tego co na co dzień wytwarza
bądź czym handluje. Dodatkowym bardzo
silnym argumentem było przy tym znaczne
nierzadko zaniżanie opłat, jakie pobierali
złotnicy za samą wycenę, przy której nie
respektowali zasady, iż koszt wyceny to jeden
procent wartości wycenianego przedmiotu.
Przykładem mogą być srebrne bransoletki
z cyrkoniami, syntetycznymi szafirami bądź
szmaragdami przywiezione w ilości kilkuset
sztuk z Hong Kongu i sprzedawane na corocznej
wystawie w Jacob Java Center w NY
w cenie po 25 dolarów za sztukę. Bransoletki
te widziałem następnie w Macy’s w cenie 180
dolarów przecenione już w momencie rozpoczęcia
sprzedaży (typowo handlowa
sztuczka) na 110 dolarów oraz u niektórych
jubilerów w cenie od 45 do 90 dolarów.
Kłopoty z wyceną
W Polsce złotnik i jubiler ma jeszcze inny
problem. Ubogość dostawców i dealerów
− jeśli chodzi o ich liczbę − powoduje, że
nie ma zróżnicowania cen, że brak jest
jakiejkolwiek konkurencji. W Polsce na ostatnich
targach Amberif w Gdańsku udało mi
się zdobyć jedną listę z cenami diamentów,
na której np. drobnica o średnicy 1.00 do
1.75 mm jakości SI3 (slight inclusion 3)
i koloru GH była w cenie 435 euro / 595
dolarów. Ktoś może się zdziwić zauważając,
że jeśli w kamieniu o średnicy 1 milimetra
i wadze 0.005 ct. są aż trzy zanieczyszczenia,
to czy nie są to przypadkiem diamenty, które
powinny być klasyfikowane jako I (imperfect)
niedoskonałe (potrójnie) z ceną powiedzmy
95 dolarów za karat? Wyceniając diamentową
biżuterię nie dajmy się zwieść rzekomej
wartości diamentów poddawanych radiacji
w celu ukrycia w nich wszelkich wad zarówno
w barwie jak i w tzw. inkluzjach. W prawodawstwie
niektórych krajów sprzedaż tych
kamieni odbywać się winna z zaznaczeniem,
iż zostały one ulepszone poprzez określoną,
tu winno być podane jaką, technologię.
Przykładem takich diamentów są Yehuda
treated diamonds.
Laboratory grow ruby lub laboratory grow
emeralds (wyhodowane w laboratorium) to
z kolei syntetyczne, choć piękne i wcale nie
tanie rubiny i szmaragdy firmy Chatman.
Diamenty w kolorze koniaku zwane champagne
diamonds to diamenty po ,,obróbce”,
ani piękne ani wysokiej wartości, tyle tylko
że mocno reklamowane.
Stara biżuteria z diamentami
Można pokusić się także o inne pytanie.
Czasami zdarzało mi się mieć w ręku starą
biżuterię, w której diamenty szlifowane były
w zupełnie inny niż dziś sposób. Ich szlif
daleko odbiegał od przyjętych obecnie standardów,
miał inny kształt korony, mniejszą
taflę, bardziej pękaty spodni pawilon i inną
ilość facetek, a jednak diamenty te wydawały
się mieć więcej blasku, więcej ognia, wydawały
się być bardziej diamentami
niż dzisiejsze maszynowe szlify.
Pytanie brzmi, który diament
tego samego
koloru
czystości
i wagi
ma
większą
wartość,
czy ten
idealnie szlifowany
według ściśle opracowanego
programu komputerowego, czy
tamten o szlifie jak to niektórzy mówią brylantowej
róży? Dzisiejsza high-tech biżuteria
nie ma smaku, brak jej artystycznego piękna,
jest powszechna i standardowa, jest techniczna,
zachwycić może jeszcze blaskiem polerowanego
złota, budzić pożądanie zawrotną
ceną, ale czegoś jej jednak brakuje, jest bez
duszy artysty złotnika, jest jedynie kosztownym
bądź bardzo kosztownym świecidełkiem. Może
też dla tego preferuję biżuterię z kamieniami
kolorowymi, jako bardziej ciepłymi i bliższymi
życiu. A przede wszystkim tą starą, która wyszła
spod ręki mistrza i artysty, noszoną przez nasze
babcie i wytwarzaną przez naszych poprzedników,
którym za całe wyposażenie starczał
młotek, piłka, walce, palnik i rylce.
I na zakończenie rozważań na temat wyceny,
małe ćwiczenie praktyczne. Oto na obrazku
mamy pierścionek z białego złota palladowego
próby 0.750. By nie było wątpliwości jest
to odlew. Pierścionek ma osadzony centralnie
jeden syntetyczny ametyst 6×4 mm dwie
cyrkonie w kształcie łezki 3×5 mm i dwa rzędy
po dwanaście cyrkonii o średnicy 2 mm. Waga
wyrobu wynosi 5,5 grama. W przedziale jakich
cen należy przyjąć jego wartość detaliczną?
 Pierwszy raz z produkcją biżuterii przy użyciu najnowocześniejszych rozwiązań technologicznych spotkałem się w 1987 roku w National Gold & Silewr Lisa Lee Creations przy Seldon Street w Woodbridge.
Pierwszy raz z produkcją biżuterii przy użyciu najnowocześniejszych rozwiązań technologicznych spotkałem się w 1987 roku w National Gold & Silewr Lisa Lee Creations przy Seldon Street w Woodbridge.
Fabryka produkowała, przy pobieżnym obliczeniu, około dziesięciu tysięcy sztuk srebrnej biżuterii dziennie. Tworzyła trudną do policzenia ilość wzorów i modeli. Przy tak dużej produkcji i różnorodności asortymentu komputer stał się narzędziem niezbędnym.
Komputeryzacja warsztatu złotnika
Już w latach osiemdziesiątych jeden z właścicieli amerykańskiej fabryki wspomniał o programie komputerowym do projektowania biżuterii, ale jak zaznaczył nigdy czegoś takiego nie widział, mając zapewne na myśli i sam program i produkt finalny tego programu. Po powrocie do Polski, zauważyłem, że także w naszym kraju popyt na komputery jest nie mniejszy niż w Stanach Zjednoczonych. Zarażony tym trendem zapragnąłem posiadać komputer, ale jednocześnie zadawałem sobie pytanie – Po co złotnikowi komputer?– i przyznam się, przez kilka miesięcy nie znajdowałem sensownej odpowiedzi na to pytanie. Aż do momentu, gdy wziąłem do ręki książkę Franciszka Zastawniaka ,,Złotnictwo i probiernictwo” i przypomniałem sobie słowa wypowiedziane przez jednego ze złotników podczas targów Amberif w Gdańsku – W tej książce nie ma nic o tym jak zrobić pierścionek, nie ma nawet rysunku pierścionka. Stało się dla mnie oczywistym, że czas wykorzystać swoje doświadczenie zawodowe nabyte w kraju i w USA a także brak fachowej literatury w języku polskim w dziedzinie złotnictwa i jubilerstwa. Komputer stał się dla mnie doskonałym narzędziem, by napisać taki właśnie podręcznik. Był to czas Windows 98 i edytora tekstowego Worda z tamtej epoki, który zacinał się przy słowie Suwałki, Rumunia i kilku innych wyrazach, co powodowało każdorazowo utratę kilku godzin pisania. Teraz, gdy piszę ten tekst, mamy zupełnie inną rzeczywistość. Mamy internet i wikipedię, mamy serwis You Tube i mnóstwo filmów nakręconych w zakładach złotniczych, mamy szkice, rysunki, zdjęcia i obszerne opisy na każdy temat. Możemy przeczytać, jak oprawić diament, możemy zobaczyć to na szkicach i na wideo. Wystarczy minimum umiejętności w posługiwaniu się komputerem i surfowania w sieci, (ja częściej używam słowa, myszkowanie), by zdobyć wiedzę, do której trzydzieści lat temu nie było żadnego dostępu.
Możliwości rozwoju
Dziś złoto czy srebro można kupić w każdej ilości, bez jakiejkolwiek obawy, narzędzia w pełnym asortymencie i wyborze z wysyłką i dostawą do domu bądź zakładu. Nie posiadając umiejętności czy wprawy w zawodzie złotniczym, można kupić gotowy odlew pierścionka z już zakutymi kamieniami. Wystarczy jedynie nieco go opiłować, przetrzeć papierkiem ściernym, wypolerować, wymyć i wystawić do sprzedaży. Komputer zaczyna być coraz bardziej potrzebny w pracy jubilera – złotnika. Problemem jest jednak wiedza i umiejętności pozwalające na korzystanie z nowoczesnych technologii. Nauczyć się obsługi komputera nie jest rzeczą niemożliwą, podobnie każdy przeciętny człowiek jest w stanie opanować sztukę tworzenia i zarządzania zbudowaną stroną www, i tu daje się zauważyć, że nasza dzieciarnia radzi sobie na tym polu znacznie lepiej niż osoby z tytułami i dorobkiem naukowym. Pytał mnie nie tak dawno mój przyjaciel internetowy, były wykładowca Uniwersytetu Jagiellońskiego, były wykładowca Berkeley University w Kalifornii, a skądinąd wiem, że wykładał także przez jakiś czas w Szwajcarii, jak wkleić obrazek, pisząc na prowadzonej przeze mnie stronie internetowej, że pomimo kilkukrotnych prób nie może sobie poradzić z panelem administracyjnym strony. Bynajmniej nie zdziwiła mnie jego nieporadność, bo i ja najchętniej, gdy tylko stanę przed jakimkolwiek komputerowym problemem, zaraz zwracam się z nim do mojego najstarszego wnuczka, by mi ten problem usunął.
Pierścionek w 3D
Komputer wymaga, by poświęcać mu wiele godzin czasu, złotnik swój czas w większości spędza siedząc przy stole bądź na obsłudze klientów, ale odwracanie się od komputera dzisiaj to odwracanie się od nowych technologii, a te będą decydować o sukcesie bądź porażce, o być albo nie być w biznesie. Na koniec wyjaśnię po co jest program 3D do projektowania biżuterii. Otóż by było możliwe w godzinę zaprojektować pierścionek, który frezarka sterowana przez komputer wykona już jako realny model gotowy do produkcji seryjnej. Tak jest już od koło dziesięciu lat. Dziś mamy kolejny przełom technologiczny. Skaner 3D i printing 3D. Zatem przestrzenną fotografię (skanowanie) i przestrzenny druk, a raczej formowanie przestrzenne zaprojektowanego lub zeskanowanego w 3D przedmiotu. Cóż to takiego to 3D? By nie rozpisywać się nadmiernie, proszę obejrzeć zamieszczone obrazki. Skaner skanuje dany przedmiot, a drukarka 3D wylewa z kartridża syntetyczną plastikową masę w idealny sposób formując uprzednio zeskanowany przedmiot. Drukarka 3D oczywiście jest w stanie wydrukować także z użyciem różnokolorowej masy plastycznej dowolny przedmiot zaprojektowany w 3D. Ponieważ jak na razie skaner 3D kosztuje około czterdziestu tysięcy euro, a printing 3D około piętnastu tysięcy dolarów, a nie są to kwoty małe, złotnik, którzy zakupi te urządzenia, będzie miał okazję skanować i tworzyć modele starej biżuterii, motyle, koniki polne i żuczki, ale także precyzyjne części do przeróżnych maszyn i urządzeń w przemyśle samochodowym czy chociażby lotniczym. Być może złotnik czujący się bardziej artystą niż mechanikiem, zacznie mimo to wytwarzać w swym zakładzie zabawki czy łożyska toczne, co w dobie kryzysu i jednocześnie ogromnego postępu, nie powinno nikogo ani dziwić ani gorszyć. Ja sam, aby utrzymać się w tym zawodzie (w okresie pobytu w USA) i sprostać ostrej konkurencji, produkowałem i naprawiałem nie tylko biżuterię, ale także naprawiałem zegarki i zegary, starą broń palną i szable i miałem z tego oprócz dodatkowych dochodów także sporo satysfakcji i równie dużo przyjemności.
Punktem naszego zainteresowania jest jakość biżuterii i chyba niewielu czytelników nie zgodzi się tu z Platonem, że nadal pozostajemy w sferze filozofii. Czym bowiem może być jakość w naszej branży?
Uważa się, że jako pierwszy pojęcie jakości (gr. poiotes) zdefiniował Platon, oczywiście nie w kontekście biżuterii. W tamtych czasach było to raczej pojęcie filozoficzne, definiowane jako “pewien stopień doskonałości”, zresztą tak też przetrwało do czasów nowożytnych. Liczne dyskusje próbowały precyzować jakość jako zbiór obiektywnych i mierzalnych cech, takich jak masa, kształt oraz tych bardziej subiektywnych – np. barwy i zapachu, czyli odnoszących się raczej do świata zmysłów.
Jakość do noszenia
Oczywiście jako pierwsze nasuwa się pojęcie jakości jako zgodności z celem. I choć może zabrzmi to trywialnie, ale tak pojmowana (lub raczej niepojmowana) jakość bywa pierwszym podstawowym grzechem osób wybierających biżuterię. I to zarówno tych kupujących hurtowo do dalszej odsprzedaży, jak i klientów kupujących prezent dla najbliższych. Bo nietrudno na przykład przywołać z pamięci prześliczne kolczyki, o masie tak solidnej, że praktycznie uniemożliwiającej ich noszenie. Podobnie działają niefunkcjonalne zapięcia, powodujące u noszących jedynie stan irytacji zamiast radości posiadania. Lub arcyciekawe pierścionki oferowane przez artystów plastyków w galeriach, które nie nadają się do normalnego funkcjonowania w społeczeństwie, nie mówiąc już o szacunku dla odzieży własnej klienta. Przykłady można by mnożyć, ale nie o to chodzi w niniejszym artykule – istotnym raczej jest uświadomienie sobie, że biżuteria z założenia mająca zdobić, musi najpierw spełniać kryterium jakości zgodnej z przeznaczeniem. To znaczy naszyjnik musi “dać się nosić” na szyi, pierścionek na palcu, kolczyk w uchu itd. Zasada prosta i bardzo pomocna – szczególnie dla mężczyzn, raczej nienoszących w naszej kulturze biżuterii i tym samym niemających bolesnych doświadczeń z niefunkcjonalnymi nabytkami, często poczynionymi przez nich w dobrej wierze. Zatem panowie kupcy i panowie klienci – najpierw sprawdzajcie, czy wasze wyroby da się komfortowo nosić.
Jakość “urzędowa”
“Druga” jakość to jakość niejako w sensie prawnym. Na polskim rynku gwarantuje nam ją ustawa, a do jej przestrzegania powołany jest specjalny urząd (probierczy). Ta jakość jest jak najbardziej obiektywna i mierzalna, i gwarantuje kupującemu pełną wiedzę o zawartości szlachetnego kruszcu w danym wyrobie. Tu warto wspomnieć o dwóch ważnych szczegółach. Pierwszy odnosi się do reżimów produkcyjnych. Zdarza się bowiem, że w dużych firmach mimo własnych odlewni i laboratoriów, sporadycznie pewne partie wyrobów “nie trzymają próby”. Sporadycznie jest tu słowem-kluczem, ponieważ w przypadku częstego pojawiania się tego problemu u danego dostawcy należy raczej rozważyć jego zmienienie. Renomowane firmy tego typu braki jakościowe korygują natychmiast i na własny koszt, a ponieważ jest to dużą ujmą na honorze producenta, częściej próby metalu są dla bezpieczeństwa zawyżane niż odwrotnie. Co nie przeszkadza – nawet gdyby zniesiono ustawę – za każdym razem sprawdzać to w urzędzie probierczym. I tak jak należy sprawdzać producenta, gdy jest się hurtownikiem, tak też należy sprawdzać firmę będącą dystrybutorem (czyli sklep), kiedy chce się dokonać zakupu. W bezpośrednim kontakcie z Kowalskim to sklep bowiem zobowiązany jest do niedopuszczenia do obrotu wyrobów z podejrzaną próbą lub z jej brakiem (tu wyjątkiem jest niska waga wyrobu, o czym pisaliśmy w poprzednim numerze w artykule na temat urzędów probierczych w Polsce). A więc ta jakość ma swoje implikacje w renomie danego punktu sprzedaży i nie warto korzystać z tak zwanych okazji, które mogą okazać się złudne, i w ostatecznym rozrachunku kosztowne.
Jakość subiektywna
Powyższe dwa aspekty jakości biżuterii istotne były w identyczny sposób i dla kupujących biżuterię do dalszej odsprzedaży, i dla ostatecznych klientów. Teraz zaś wkraczamy w obszar filozoficznego podejścia do jakości – tej niemierzalnej i niedefiniowalnej do końca – choć w ostatecznym rozrachunku najważniejszej dla sprzedaży. Jest to jakość z punktu widzenia ostatecznego klienta, stojącego przy ladzie i wybierającego obrączki na całe życie czy też zegarek na prezent dla ojca.
Tu jakością może być niemal wszystko: począwszy od renomowanej marki, wartości wyrażonej certyfikatem (np. dla brylantów czy pereł), unikalnej technologii produkcji, znanego nazwiska projektanta, ale też jakości obsługi i serwisu posprzedażowego. Jest to więc ta najbardziej “filozoficzna” jakość składająca się dla każdego z nas z trochę innych cech i aspektów. Jest to równocześnie najtrudniejszy do zarządzania obszar jakości, ale i mogący dać nam największą szansę wyróżnienia się.
Warto w tym miejscu wymienić niemal podstawowy katalog słusznych bądź niesłusznych uwag, jakie klienci zgłaszają pod adresem jakości wyrobów jubilerskich. Do najczęstszych należą:
1. zastrzeżenia co do jakości powierzchni biżuterii w wypadku matowania, satynowania lub też rodowania białym rodem na żółtym złocie. Klienci, w tym wypadku niesłusznie, oczekują niemal 100-procentowej trwałości takich powierzchni, a jest to technicznie niemożliwe podczas normalnego użytkowania biżuterii. Jak wszystko, co nosimy na sobie, również biżuteria, mimo że wykonana z trwałego i twardego metalu, podlega zużyciu. Najbardziej widać to właśnie na tego typu powierzchniach, które po pewnym czasie ulegają jakby naturalnemu wypolerowaniu a także pokrywają się drobnymi mikrorysami.
Oczywiście w większym stopniu dotyczy to pierścionków, obrączek czy bransoletek niż np. naszyjników, czy kolczyków. Co jednak zrobić z klientem, który zgłasza nam tego typu zastrzeżenia, powołując się na jakość. Przede wszystkim warto wcześniej, już przy wyborze i ewentualnym zakupie, uprzedzać klienta o takim, naturalnym zużyciu wyrobu, jakie z czasem nastąpi. Wydaje się, że szczególnie ważne jest to przy wybieraniu obrączek. Przy dzisiejszej szerokiej wzorniczo ofercie wielu młodych ludzi decyduje się na ciekawe modele, zupełnie nie zdając sobie sprawy z tego, jak będą one wyglądały już po roku czy dwóch. I niewątpliwie rolą dobrego sprzedawcy jest uprzedzenie klienta, że z czasem satynowanie ulegnie wypolerowaniu, a biały rod wytrze się, ukazując żółty kolor złota. Czy jest na to inny sposób, aby poprawić tak pojmowaną jakość i nie wystraszyć klienta jeszcze przed dokonaniem zakupu?

Wydaje się, że dzisiaj w jubilerstwie są dwie metody – niestety obie dość kosztowne. Pierwsza, mająca bezpośrednie przełożenie na cenę wyrobu, to nie tyle poprawa jakości (tej nic nie dolega), ale bardziej podniesienie jej wartości poprzez np. zastosowanie faktycznego łączenia białego z żółtym złotem, zamiast jedynie pokrywania powierzchni białym rodem czy też dodatkowe pokrywanie powierzchni powłokami powodującymi wydłużenie trwałości matowania lub satynowania. I znów ważnym słowem jest tu “wydłużenie trwałości”, gdyż na osiągnięcie jej na wieczność nikt nie da gwarancji. Druga możliwość, będąca w ramach serwisu posprzedażowego, polega na okresowym odświeżaniu wyrobu. Oczywiście może być on płatny przez klienta lub nie, ale w każdym z wypadków generuje dodatkowy koszt, czyli podniesie finalną cenę produktu.
2. innym popularnym zastrzeżeniem jest łatwość, z jaką część biżuterii podlega mechanicznym wgnieceniom. Chodzi tu o biżuterię dużą, okazałą, lekką, a więc pustą w środku, tak zwaną dmuchaną. Ten problem najczęściej dotyczy bransoletek, gdyż to one najłatwiej ulegają wgniataniu w trakcie opierania dłoni o krawędzie stołów, biurek czy też w trakcie innych, normalnych gestów i prac wykonywanych dłońmi. Czy jest to problem jakości, czy raczej właściwości danej biżuterii, nadal pozostaje kwestią sporną w większości kontaktów z klientami. Ale podobnie jak w poprzednim przykładzie, warto już przy zakupie uczulić klientów na taką możliwość, która w opinii autora tego artykułu nie jest wadą jakościową. Ponadto klient powinien zdawać sobie sprawę (a jeśli nie, to warto mu to przy zakupie uświadomić), że taka cecha wyrobu jest pochodną jego wagi a zatem i ceny. Gdyby więc wzmocnić przykładową bransoletkę przez wykonanie jej w całości z danego metalu, byłaby zdecydowanie trwalsza, ale i kilkukrotnie droższa. I tu ciekawostka – od kilku lat można znaleźć na rynku (szczególnie włoskim) wyroby złote wypełnione w taki sposób srebrem, że stają się tylko trochę droższe, a zdecydowanie trwalsze. Jest to więc pewna alternatywa przy poszukiwaniu poprawy jakości dla naszej oferty.
3. ostatni z tematów to kolczyki, a dokładniej ich zapięcia. Temat sam w sobie obszerny i godny odrębnego artykułu – przede wszystkim z tego powodu, że noszenie kolczyków w delikatny sposób narusza powłokę naszego ciała. Podlega więc szczególnej uwadze i wymaganiom ze strony klientów. Wydaje się także, że jest tu najtrudniej o określenie prawidłowej jakości – tj. np. grubości sztyftu czy bigla, rodzaju zatyczki i stopnia łatwości odpinania, długości kolczyka, lokalizacji sztyftu itp. Bo choć na pierwszy rzut oka są to parametry jak najbardziej obiektywne, to już same dziurki takie być nie muszą i sztyft pasujący do jednego ucha, w drugim może okazać się na przykład zbyt gruby. Nie pozostaje więc nic innego, jak uznać, że nie jest to problem jakościowy, ale niejako “uroda” wzoru, i za każdym razem doradzać klientkom mierzenie kolczyków przed zakupem.
Jakość pod obstrzałem, czyli o reklamacjach
Warto także pokrótce zapoznać się z kwestią reklamacji, jako że są one nieodmiennie związane z jakością. Otóż przede wszystkim zachęcam do tego, aby traktować je jako szansę, a nie zło konieczne. Ponieważ dobrze załatwione reklamacje nie tylko nie powodują utraty klienta, ale nawet wzmacniają jego lojalność i zaufanie do firmy. Tym bardziej, że reklamacje to nic innego jak część procesu sprzedaży i obsługi posprzedażowej w postaci konstruktywnej zwrotnej informacji. Powinna ona wskazywać firmie, co można poprawić lub na co zwrócić w przyszłości uwagę.
A co w przypadku, jeśli reklamacja nie jest konstruktywna, lecz należy do obszarów jakości, o jakich wcześniej wspomniano? Co, jeśli ze względu na specyfikę jubilerstwa nie są one możliwe do wyeliminowania? W takim wypadku na pewno warto znać polskie prawo, na gruncie którego należy się poruszać – w tym w szczególności ustawę o szczególnych warunkach sprzedaży konsumenckiej oraz o zmianie Kodeksu Cywilnego (Dz.U. z 2002 r. Nr 141, poz. 1176 ze zm.).
Otóż w polskim prawie sprzedaż konsumencka definiowana jest jako sprzedaż rzeczy ruchomej osobie fizycznej, która nabywa je na cele niezwiązane z działalnością zawodową. Na podstawie tejże ustawy na sprzedawcy ciąży szereg obowiązków, w tym zwłaszcza dość rozbudowany obowiązek informacyjny co do ceny, wagi, rodzajów sprzedaży (np. na raty). Uważa się także, że towar jest niezgodny z umową, jeśli: nie nadaje się do celu, w jakim został użyty (wspomniane wcześniej ciężkie kolczyki lub odpinający się naszyjnik), a także nie ma właściwości, jakie powinny cechować tego rodzaju towar, lub o jakich zapewniał sprzedawca (np. zawyżona próba lub błędnie zdefiniowany kamień jubilerski).

W tym wypadku klient może żądać od nas doprowadzenia wyrobu do stanu zgodnego z umową poprzez nieodpłatną naprawę lub wymianę na nowy, chyba że obie te możliwości są zbyt kosztowne lub wręcz niemożliwe. Wtedy (oraz w wypadku, gdy nie możemy zadośćuczynić klientowi w stosowym czasie lub narażamy go na znaczne niedogodności) klient może domagać się obniżenia ceny lub wręcz odstąpić od umowy. Powyższe nie ma zastosowania, jeśli niezgodność towaru z umową jest nieistotna. A co w wypadku, gdy towar jest zgodny z umową, a klient chce nam go zwrócić?
Otóż sprzedawca nie ma obowiązku takiego towaru przyjąć. Zależy to wyłącznie od jego dobrej woli – z jednym wyjątkiem: umów zawartych poza lokalem przedsiębiorstwa, czyli np. od akwizytora lub za pośrednictwem internetu. Przy tego typu umowach klient może zwracać towar bez podania przyczyny, składając stosowne oświadczenie w terminie do 10 dni od dnia jej zawarcia.
Najczęściej klienci mają zastrzeżenia co do jakości powierzchni biżuterii
I ostatni aspekt jakości i reklamacji w towarach przecenianych, czyli nabywanych po obniżonych cenach. Należy tu rozróżnić powody obniżki cen i w zależności od nich stosować odpowiednie przepisy. Otóż jeśli cena zostaje obniżona na towarze pełnowartościowym jedynie ze względu na chęć jego pozbycia się przez sprzedawcę, przysługują nam jako klientom te same prawa co poprzednio. Jeśli natomiast przecena wynika z określonej wady, o której przy zakupie zostaliśmy poinformowani, wówczas możliwość składania reklamacji wyłączona jest w odniesieniu do tej konkretnej wady. Warto pamiętać o tych zasadach, będąc nie tylko przedsiębiorcą w branży jubilerskiej, ale także klientem innych sklepów i producentów.
Większość z nas z dystansem i niepewnie podchodzi do nowych technologii. Można zadać pytanie – po co nam to wszystko? Technologia idzie cały czas naprzód i nie będzie na nikogo czekała. Kto jej nie będzie wykorzystywał, wkrótce może przegrać z konkurencją Choć technologia CAD/CAM jest już wdrożona w większości gałęzi przemysłu, dopiero teraz wkracza do branży jubilerskiej i daje niewyobrażalne do tej pory możliwości. Poznając tę technologię, przekonamy się, że nie jest ona taka straszna, a wręcz przeciwnie – powstała po to, aby nam pomóc. W jaki sposób to się odbywa i jaki związek z tym ma Matrix?
Programy CAD/CAM
Przybliżmy nieco podstawowe pojęcia: – CAD lub Komputerowe Wspomaganie Projektowania – tworzy obrazy. – CAM lub Komputerowe Wspomaganie Produkcji – zmienia obrazy w rzeczywiste obiekty. Przy użyciu narzędzia CAD projektant biżuterii może stworzyć każdy obiekt, jaki tylko można sobie wyobrazić.
Projektantom, którzy skłaniają się w stronę symetrii, technologia ta pozwala na stworzenie połowy projektu a następnie skopiowanie go na drugą połowę. Obydwie strony będą wtedy dokładnie takie same, co oszczędza czas, gdyż nie trzeba wykonywać ponownych pomiarów ani porównywać połówek. Projektując na przykład obrączkę, nie musimy rzeźbić wszystkich elementów dookoła – z CAD element tworzymy tylko raz, a później go powielamy. Funkcją, która jest najczęściej wykorzystywana przez projektantów biżuterii w systemie CAD, jest szybka zmiana wielkości elementów.
Wykonawszy jeden element, możemy następnie go skalować, poszerzać, wyginać, i dodawać szyny. CAD sprawia, że adaptacja projektów staje się bardzo prosta. Mając pomysł na kartce, przenosimy go do programu CAD, następnie możemy go sobie skręcać, rozciągać, robić różne wariacje tego elementu. Praca z CAD ułatwia projektowanie elementów oprawy kamieni posiadających nietypowe szlify. Możemy zrobić zdjęcie kamienia, wrzucić je na pole robocze programu i w ciągu kilku minut wykonać oprawę. Stworzenie takiej oprawy dla nietypowego, pięknie oszlifowanego kamienia staje się o wiele prostsze i praktyczne. Kamienie są bezpieczniejsze podczas oprawiania, ponieważ wiemy, że idealnie pasują do projektu. Pozornie programy CAD nie zawsze oszczędzają czas. Można tworzyć model tak samo długo, jak rzeźbić go w wosku. Ale i tu CAD wykazuje przewagę – zawsze mamy plik projektu. Jeżeli coś pójdzie nie tak z odlewem, możemy bez problemu stworzyć identyczny model woskowy, można to prosto zmienić w programie.
Funkcja zapisania projektu i jego modyfikacji umożliwia wzrost dochodów firmy. Jeśli klient chce zrobić zmiany w projekcie, można je w kilka minut zastosować na istniejącym już modelu komputerowym – nie tracimy wtedy wielu godzin na ponowne tworzenie projektu. W praktyce wygląda to tak, że gdy projektant wykonywał ręcznie jeden model dziennie, przy użyciu programu CAD może ich robić nawet do siedmiu dziennie o wiele dokładniej, niż czyniąc to ręcznie. Jeśli nie masz umiejętności projektowych i nigdy nie siedziałeś przy stole jubilerskim, nauczenie się programu CAD nie zmieni cię w projektanta biżuterii. Programy CAD należy traktować jako narzędzie dla jubilerów.
Wielu młodych ludzi kończy szkoły i nie ma pojęcia o biżuterii, natomiast znają programy CAD. Takie osoby będą wykonywały modele w programie kilka razy, ponieważ popełniają błędy. Nie rozumieją procesu tworzenia modelu, odlewania, polerowania i oprawiania. W rezultacie spędzą więcej czasu na projektowaniu niż ktoś, kto zna procesy wytwarzania biżuterii. Projektant może zmarnować dużo czasu, usiłując wykonać w programie coś, co tak naprawdę da się uzyskać w procesie wykończania metalu. Tak naprawdę doświadczony projektant rozpozna element zrobiony w CAD, nawet jeżeli model pochodzi z najdalszego zakątka na świecie. Podobne elementy, narzędzia wykorzystywane w programach są wskazówką, że model ten został stworzony na komputerze.
W ten sposób można rozpoznać, że człowiek który używał programu, nie był dobrym projektantem. Nie tylko wygląd tych wzorów jest marny, ale mogą być też po prostu mało praktyczne w noszeniu. Najlepszym sposobem na uniknięcie projektów wyglądających jak z komputera, jest rozpoczynanie procesów projektowych od szkiców. Rysujemy kilka wariantów, aby odnaleźć charakter obiektu. Rysunki nie muszą być dokładne, a tylko odzwierciedlać kształt i pomysł. Następnie siadamy do komputera i zaczynamy tworzyć obiekt w programie. Widząc, że zbliżamy się do celu, który chcielibyśmy osiągnąć, dokładniej tworzymy elementy. Dodatkową zaletą tworzenia szkiców jest to, że możemy projektować oryginalniejsze i dziwniejsze projekty.
Obiekty tak tworzone nie są ograniczone myślowo przez narzędzia programu komputerowego. Używając szkiców, projektant wykorzystuje system, a nie jest wykorzystywany przez niego, w ten sposób można uniknąć tworzenia wzorów wyglądających jak z komputera. Najważniejszą zaletą systemu CAD jest komunikacja. Do tej pory projektanci mogli przedstawiać swoje pomysły za pomocą rysunków, które bardziej lub mniej udanie dawały wyobrażenie o końcowym wyglądzie. Wielu odbiorców, nawet widząc model woskowy, nie jest w stanie sobie wyobrazić, jak obiekt będzie wyglądał wykonany w srebrze lub złocie. Natomiast z systemem CAD w bardzo szybki sposób można “podglądnąć”, jak element będzie wyglądał w danym metalu czy z danym kamieniem! Wystarczy zrobić fotorealistyczny rendering, który np. w programie Matrix wykonuje się w 30 sekund, a jakość zdjęcia można odróżnić od prawdziwego zdjęcia tylko po braku rys na metalu.
Matrix na nowo
Obecnie na rynku istnieje duży wybór systemów CAD do projektowania biżuterii. Jednym z takich programów jest właśnie Matrix, a od niedawna istnieje najnowsza wersja tego programu, która zdecydowanie wyprzedza konkurencję. Wersja Matrix 6.0 jest największą dotychczasową aktualizacją tego programu. Przez ponad dwa lata firma Gemvision testowała narzędzia i techniki, które najlepiej sprawdziły się w projektowaniu biżuterii. Utworzono wiele nowych narzędzi dla potrzeb najświeższych tendencji projektowych, wprowadzono nową technikę zarządzania podglądem, co znacznie uprościło procedury zarówno subtelnych modyfikacji, jak i twórczego modyfikowania.
Można uznać, że w rezultacie powstał najbardziej efektywny, elastyczny i kreatywny jak dotąd program dla projektantów biżuterii. Jedną ze znaczących nowości w wersji Matrix 6.0 jest “historia”, odpowiednik parametryczności w innych programach (drzewko z historią, w którym można zmienić wybrane elementy obiektu bez powtarzania wszystkiego od początku). Zamiast posługiwać się skomplikowanym drzewem historii lub listą punktów, Historia Matriksa działa tak, jak należało oczekiwać: intuicyjnie, automatycznie i bez niespodzianek. Zmiany zaobserwujemy w czasie rzeczywistym w momencie fundamentalnej zmiany projektu.
Jednym z przykładów jest historia powierzchni na krzywej, gdzie zmieniając profil lub krzywą prowadzącą, obserwujemy zmianę w kształcie powierzchni. W podobny sposób używając historii możemy modyfikować elementy wcześniej już zapisane w galerii obiektów. Jest ona bardzo przydatna przy tworzeniu opraw, łapek, podcięć pod kamienie, gdyż płynnie można dokonywać zmian, przechodząc z jednego elementu na drugi. Każde narzędzie posiada również swoją historię. Tworząc obiekt z tzw. pamięcią, możemy łatwo go zmieniać, używając tego samego narzędzia, którym go stworzyliśmy.
Kolejne przydatne nowe narzędzie to “dostosuj atrybut”. Każdy kamień w programie zapamiętuje parametry, które były użyte w narzędziu z nim związanym. Dopasowanie atrybutu przenosi te ustawienia na inny kamień w programie, uwzględniając odmienny kształt, położenie i rozmiar. Możemy później swobodnie kontynuować zmiany w poszczególnych obiektach. Nowością jest też funkcja sterowania obiektami. “Uchwyty” oraz “opcja wiersza poleceń” dały dwie możliwości sprawowania kontroli nad obiektami tworzonymi przez programy budujące (kreatory). Wymiary, którymi posługują się te programy, można ustawić w dwojaki sposób: “na żywo”, za pomocą uchwytów na obiekcie, klikając i przeciągając dla dokonania zmian, lub też sposobem Rhino, korzystając z wiersza poleceń.
Firma Gemvision zaobserwowała też, iż klienci potrafią perfekcyjnie opanować kilka narzędzi, a następnie korzystają tylko z nich. Ale co z pozostałymi możliwościami programu? Nieuchronnie pojawi się projekt, który będzie wymagał nowego narzędzia. Z tą myślą został wprowadzony nowy skrót, który w każdej chwili pomoże odnaleźć potrzebne narzędzie. Wybieramy obiekt, nad którym chcemy pracować, i wciskamy F6. Każde narzędzie, które jest dostępne dla tego obiektu, pojawi się na podręcznym menu pod wskaźnikiem myszki. Pozostaje tylko odnaleźć odpowiedni przycisk. Liczba narzędzi w programie Matrix jest ogromna, ja wspomnę jeszcze tylko o wymienianym już wcześniej narzędziu do tworzenia fotorealistycznych zdjęć V-RAY – jest to technologia łamiąca dotychczasowe konwencje. Dzięki zainstalowaniu jej w programie Matrix 6.0, można teraz szybko i z tą samą co poprzednio łatwością tworzyć zdjęcia wykonanych projektów, posługując się materiałami metali oraz kamieni stworzonymi wyłącznie dla programu Matrix.
Szybko konfigurowalny Render, działający poprzez intuicyjny interfejs, jest w stanie w ciągu kilkudziesięciu sekund wykreować superrealistyczny rendering dla naszej strony www lub wystawy sklepowej. Projektowanie biżuterii w programach CAD sprowadza się do tworzenia wielu kombinacji. Idealnie byłoby zobaczyć wszystkie te stworzone elementy w realistycznym podglądzie w czasie rzeczywistym. Matrix 6.0 daje taką możliwość i staje się kreatywnym narzędziem zintegrowanym z naszym umysłem podczas projektowania.
Rzeczywistość
Pora wrócić do rzeczywistości. Wielokrotnie słyszeliśmy, że nowe technologie dają możliwości tworzenia niewyobrażalnych rzeczy, jednak często okazuje się, że to nie jest takie proste jak opisano w ulotce, że trzeba iść na kompromis. Z Matriksem nie ma żadnych kompromisów. Dowodem jest artykuł amerykańskiego miesięcznika “MJSA/JOURNAL” z maja tego roku, poświęcony analizie systemów CAD/CAM używanych w branży jubilerskiej.
Badania wykazały, że 42 proc. pytanych czytelników używa w firmie systemu CAD/CAM. Połowa z nich to projektanci (26 procent) lub właściciele sklepów jubilerskich (23 procent). Idąc dalej i pytając o konkretne programy dedykowane jubilerom, okazało się iż 42 procent używa programów Matrix Gemvision i Rhino. Nie jest to zaskakujące, gdyż program Matrix działa na bazie programu Rhino.
W artykule zamieszczono również badania na temat maszyn CAM. Okazuje się, że 56 procent pytanych używa frezarki (obróbka wosku), a 47 procent wykonuje modele, korzystając z usług innych firm, natomiast 18 procent posiada własne maszyny do prototypowania (tworzenia modeli). Szczegółowe badania wykazały, że 26 procent frezarki Revo540 firmy Gemvision, a 13 procent posiada maszyny do prototypowania firmy Solidscape. Przekładając to na warunki polskie, znając rynek jubilerski i liczbę sprzedanych przez nas urządzeń, można stwierdzić, że proporcje te są bardzo podobne.
Dynamika rozwoju CAD/CAM w branży jubilerskiej jest podobna do rozwoju tej technologii w branżach takich jak samolotowa i samochodowa w latach 80. i 90. Przewiduje się, że to samo stanie się w jubilerstwie i do 2010 technologia ta zagości w małych firmach. Kto projektuje biżuterię lub ją sprzedaje i nie myślał jeszcze o kupnie systemu CAD/CAM, ten musi się teraz mocno zastanowić, czy technologia ta nie jest czymś nieuniknionym, bo jak mówi Jeff High: – Coraz częściej pojawia się pytanie: nie za ile to się da zrobić, tylko jak szybko?
opracował: mgr sztuki
Jan Karaszkiewicz
 W czerwcu firma W.KRUK wprowadziła na rynek nową, złotą kolekcję o ciepło brzmiącej nazwie Antica. Jej charakter nawiązuje do nieco prymitywnej, ale równocześnie pełnej szlachetności sztuki dawnej Grecji czy Imperium Rzymskiego. Gliniane paciorki nanizane na złote sznurki, oddzielane od siebie delikatnymi supełkami oraz satynowe złoto to sedno tej kolekcji. Z Anną Orską, dyrektor artystyczną i projektantką biżuterii firmy W.KRUK, o inspiracjach i samym procesie przygotowywania kolekcji rozmawia Zuzanna Marczyńska.
W czerwcu firma W.KRUK wprowadziła na rynek nową, złotą kolekcję o ciepło brzmiącej nazwie Antica. Jej charakter nawiązuje do nieco prymitywnej, ale równocześnie pełnej szlachetności sztuki dawnej Grecji czy Imperium Rzymskiego. Gliniane paciorki nanizane na złote sznurki, oddzielane od siebie delikatnymi supełkami oraz satynowe złoto to sedno tej kolekcji. Z Anną Orską, dyrektor artystyczną i projektantką biżuterii firmy W.KRUK, o inspiracjach i samym procesie przygotowywania kolekcji rozmawia Zuzanna Marczyńska.
Jako pismo branżowe staramy się bacznie obserwować nowe kolekcje liderów polskiego rynku oraz wszelkie nowe trendy. Pani nazwisko do tej pory kojarzyło się nam raczej z kolekcjami tworzonymi w srebrze – skąd więc taka zmiana?
Anna Orska:To prawda, do tej pory raczej zajmowałam się srebrem, choć Antica nie jest moją pierwszą kolekcją w złocie. Były nią Frywolitki, czyli kolekcja nawiązująca do zanikającej już sztuki “wyplatania” misternych koronek przy pomocy czółenka. Takie właśnie koronki, ale wykonane ze złotej nitki w połączeniu z kamieniami oraz perłami, oferowaliśmy naszym klientkom na poprzednią Gwiazdkę. A więc Antica to już druga przygoda ze złotem i, muszę przyznać, zgoła odmienna. Przede wszystkim ze względu na ilość użytego kruszcu. O ile w pierwszej kolekcji było go stosunkowo niewiele, o tyle Antica jest kolekcją, w której złoto stanowi zdecydowaną bazę, podstawę do tworzenia. Było to zatem ciekawe i fascynujące doświadczenie, ale również ze względu na znaczną wartość surowca niezmiernie trudne wyzwanie. I nie chcę przez to powiedzieć, że tworzone do tej pory kolekcje w srebrze były łatwe do projektowania, ale były to zgoła inne ograniczenia. A skąd sam pomysł na zmianę materiału? Myślę, że kolejność jest odwrotna – to raczej pomysł na kolekcję wymusił zmianę surowca.

Porozmawiajmy więc o tym pomyśle na kolekcję. Skąd inspiracja do wprowadzenia kolekcji składającej się z, wydawałoby się, sprzecznych elementów – z jednej strony delikatne satynowe złoto, z drugiej nieregularne i spękane, czyli nieidealne paciorki ceramiczne. Czy to właśnie takie kontrastowe zestawienie było pani pomysłem na nowe wzory?
Ciekawe spostrzeżenie, przyznam, że nigdy tak o Antice nie myślałam. Ale nie, nie tak rodził się mój projekt. Najpierw był to ciąg luźnych, chyba nawet nie do końca uświadomionych skojarzeń. Moje kilkuletnie doświadczenie w pracy w glinie wykorzystałam w naturalny sposób, nie zastanawiając się specjalnie nad tym, dlaczego tym razem jest to właśnie taka glinaÉ To raczej trendy i chęć obcowania z naturalnymi surowcami podpowiedziały mi ten, a nie inny surowiec. Dodatkowo sama plastyczność gliny nasuwała rozwiązania i coś, co z założenia miało wyglądać inaczej, nagle zachwyciło mnie od pierwszego wejrzenia swoim surowym efektem. Bardzo zależało mi na zachowaniu tego wrażenia. Abyśmy w procesie masowej, jak by nie było produkcji, nie utracili efektu antyczności i ogromnej surowości, który udało nam się uchwycić w prototypach. I udało się! Te gliniane korale, lekko spękane i nierównomierne, połączone z satynowym złotem wyglądają tak, jakby ktoś wykopał je ze spalonej słońcem ziemi. Odporne na mijający czas, piękniejsze, gdy się starzejąÉ Antica jest specyficzna jeszcze z innego powodu – wygląda jak pismo węzełkowe Kipu, pełne znaczeń i informacji. Każdy z paciorków przywołuje wspomnienia, a węzełek przypomina o ich istnieniu.
Kolekcja Antica była już przez chwilę bohaterem wystawy “Związki węzłów”.
Tak, to prawda, w Poznaniu przez kilka majowych dni w Galerii Słodownia Starego Browaru, który niewątpliwie jest centrum nowoczesnej kultury i sztuki, wystawiana była ta kolekcja wraz z innymi moimi autorskimi wzorami.
Na koniec chcielibyśmy zdradzić jeszcze jedną tajemnicę związaną z kolekcją Antica – projektowała pani tę kolekcję nie tylko w Polsce…
Odbywało się to we Włoszech – jak by nie było: kolebce antycznej sztuki. Miałam przyjemność pracować w typowo włoskiej, niewielkiej firmie Igioielli, której właścicielem jest jeden z kluczowych projektantów biżuterii na rynku włoskim Paolo Coaduro. Tworzyłam ramię w ramię z włoskimi projektantami, obserwując bezpośrednio produkcję i mając wpływ na wszystkie etapy tworzenia. Było to fascynujące doświadczenie, również ze względu na różnice kulturowe między naszymi krajami. Zawsze wydawało mi się, że jesteśmy dość podobnymi narodami i pewnie generalnie tak jest, a jednak w codziennej pracy widać odmienne podejście Włochów. Przede wszystkim rytm pracy, a może nawet dnia, we Włoszech wyznaczany jest kilkoma filiżankami espresso. Poza tym najbardziej uderzyło mnie wrodzone, pozytywne nastawienie Włochów do życia, które tworzy zawsze dobrą aurę. Ta ogromna pogoda ducha bardzo mnie urzekła. Zawsze uśmiechnięci, troskliwie zerkali jednym okiem na mój warsztat pracy. Nigdy niczego nie komentowali w mojej obecności. Potem okazało się, że to z szacunku dla procesu tworzenia. Przy wykańczaniu wzorów pomagał mi Andre – człowiek z obłędną podzielnością uwagi, poczuciem humoru i rytmu. Śpiewał, nucił melodie, wytupywał rytm stopą i jednocześnie lutował dla mnie elementy. Na początku pełna obaw pilnowałam, aby nie zrobił sobie krzywdy, ale z czasem zrozumiałam, że włoscy jubilerzy niczego nie robią w ciszy. Ciągle wymieniają poglądy, dyskutują i gestykulują całym ciałem. Taką mają naturę.

Czy chciałaby Pani przenieść część tego doświadczenia do macierzystej firmy?
Trudne pytanie – i tak, i nie. Z jednej strony przydałaby się w Polsce podobna pogoda ducha, ale myślę, że jest to bardziej związane z klimatem, w jakim żyją tam ludzie. Po prostu w słonecznej Italii dużo łatwiej być optymistą. Mam nadzieję, że cząstkę tego pozytywnego nastawienia udało się również “wpleść” we wzory naszej kolekcji. Z drugiej strony moje pomysły na przyszłość w fabryce takiej jak ta, mogłyby się szybko wyczerpać. We Włoszech każda firma w czymś się specjalizuje, wyrabia styl i doprowadza ten stan do perfekcji – ja z tego wprost korzystałam. Natomiast nasz własny dział produkcyjny w Polsce jest placówką niemal doświadczalną. Tworzyliśmy już tam kolekcję z porcelaną z Włocławka, z łowickimi haftami zaklętymi w kawałkach materiałów, z egzotycznym drewnem, wspomnianymi wcześniej złotymi frywolitkami czy też z najbardziej znanym, ale i najtrudniejszym w obróbce krzemieniem pasiastym. To powoduje, że nasi jubilerzy przyzwyczajeni są do znajdowania wciąż nowych rozwiązań, a dla mnie jako projektantki jest to istotna gwarancja twórczości. Bo przecież nie chodzi o sam pomysł i szkic, ale o konkretną biżuterię dla klienta, która tworzy potem całe kolekcje – jak teraz Antica.
Kolekcja Antica to połączenie żółtego złota z koralami z ceramiki
 Na początku blacha jest płaska… Już po wybiciu kilku pierwszych linii pojawiają się jednak nowe możliwości. Obserwując kształt i sposób, w jaki materiał poddaje się narzędziom, stopniując siłę uderzeń młotka w puncę, podąża się za biegiem mniej lub bardziej nieregularnych uwypukleń. Jeśli damy się ponieść plastyczności materiału, uzyskamy nieoczekiwane rzeźbiarskie efekty.
Na początku blacha jest płaska… Już po wybiciu kilku pierwszych linii pojawiają się jednak nowe możliwości. Obserwując kształt i sposób, w jaki materiał poddaje się narzędziom, stopniując siłę uderzeń młotka w puncę, podąża się za biegiem mniej lub bardziej nieregularnych uwypukleń. Jeśli damy się ponieść plastyczności materiału, uzyskamy nieoczekiwane rzeźbiarskie efekty.
Fantazję trzeba jednak ująć w karby, by wykonać konkretne zadanie polegające na stworzeniu bransoletki złożonej z kilku połączonych zawiasami części. Po wycięciu ze srebrnej blachy pięciu prostokątnych elementów postanowiłam umieścić na nich trzy postacie. W centralnej części umieściłam amorka w otoczeniu gryfów i baranków. Inspiracją była dla mnie ornamentyka Jeana Le PautreŐa – nadwornego rzeźbiarza Ludwika XIV, także doskonałego dekoratora, akwaforcisty, miedziorytnika i rysownika. Na przygotowanej blaszce naszkicowałam rysikiem zarys postaci i umieściłam ją na podkładzie z korka i gumy. Następnie, używając małej puncy, odznaczającej linię prostą, wybiłam krawędzie ograniczające i niektóre z elementów wewnętrznych postaci.

W ten sposób po przeciwnej stronie blaszki powstał wyraźny, wypukły rysunek. Następnie wewnątrz tego szkicu, wybiłam trzon postaci, z mocniejszym zaznaczeniem tych partii, które miały znajdować się najwyżej. Użyłam do tego grubej, kuliście zakończonej puncy. Po kilkukrotnym powtórzeniu powyższych czynności uzyskałam wyraźne uwypuklenie wzoru. Następnie po obu stronach, małą, okrągłą puncą dopracowałam drobne elementy fryzury oraz liści. Kolejną czynnością, przy użyciu małej, owalnie zakończonej puncy, było zniwelowanie nierówności powstałych w trakcie pracy.
W związku z utwardzaniem się materiału w trakcie repusowania blaszka w miarę potrzeby była przegrzewana. Przed przylutowaniem zawiasów i zapięcia każda blaszka została łukowato wyprofilowana na szerokim ryglu. Ostatecznie wszystkie elementy wykończyłam przy użyciu papieru ściernego i gumówki. Zawiasy zostały zakute. Całość bransoletki pokryłam oksylenem, a następnie przetarłam ostrą włókniną, co jeszcze mocniej uwydatniło trójwymiarowość repusowanych postaci.
Robert Szklarski
Z wykształcenia – archeolog i historyk,
znawca i miłośnik zagadnień związanych z dawną sztuką złotniczą i warsztatem dawnych mistrzów.
Z zawodu – projektant graficzny.
Prowadzi zajęcia z repusowania.
Repus (inaczej: trybowanie) to technika kształtowania blachy na zimno za pomocą różnego rodzaju młotków i punc.
W efekcie powstaje trójwymiarowa powierzchnia (relief)
Historia repusu ginie w mrokach dziejów, starożytni znali tę technikę i chętnie z niej korzystali. Rozpowszechniona na całym świecie, odeszła w zapomnienie w chwili, kiedy do wykonywania tego typu zdobień zaczęto używać sztanc i prasy.
Tą techniką wykonywano wazy, kielichy, patery, misy i inne naczynia, zdobiono broń, elementy uzbrojenia ochronnego, wykonywano płaskorzeźby (np. koszulki ikon). Efektem wykorzystania repusowania są maleńkie formy biżuteryjne i tak gigantyczne obiekty, jak Statua Wolności w Nowym Jorku, autorstwa F. A. Bartholdiego.
Technika ta daje nam ogromne możliwości i choć jest bardzo pracochłonna, to efekty są niezwykle ciekawe i inspirujące. W Wytwórni Antidotum staramy się zaznajomić naszych uczniów z podstawami repusowania. Niektórzy z nich zakochują się w tej technice – jak widać z wzajemnością.
Wystawa wzornictwa Uniwersytetu w Konstfack i Wileńskiej Akademii Sztuk Pięknych
“Srebrne Szkoły” to zapoczątkowany w 2001 roku w ramach Legnickiego Festiwalu Srebra cykl wystaw, prezentujących dorobek artystyczny szkół złotniczych, ich profesorów, absolwentów i studentów z Polski i z zagranicy. Wystawa prezentowana w Teatrze Współczesnym to konfrontacja szkół z północnej i wschodniej Europy, które łączy niezwykle wysoki poziom nauczania, a dzieli odmienne podejście do biżuterii
Uczelnię szwedzką charakteryzuje pęd ku nowoczesności, poszukiwanie nowych kierunków, wzorów, rozwiązań, koncepcji. W programie nauczania szczególnie duży nacisk kładzie się na szerokie zrozumienie dla gwałtownie zmieniającej się kultury, zdolność krytycznego myślenia, wykraczającego poza granice danej dyscypliny sztuki. Studenci mają za zadanie postrzegać biżuterię jako dziedzinę sztuki, rozwijać własne umiejętności refleksji, a nalizy oraz znajomość filozofii. Prace studentów Konstfack to przede wszystkim komunikaty. Przekazy zawarte w pracach odczytujemy za pomocą analizy formy, treści, tworzyw, z których zostały wykonane. Większość z prezentowanych prac, ze względu na użycie tworzyw tradycyjnie uważanych za pozajubilerskie, jak poliuretan, silikon, papier, łuski rybie, wosk, gips, wełna czy asfalt, na pierwszy rzut oka sprawia wrażenie obiektów pozbawionych waloru użytkowego. Nic bardziej mylnego.
nalizy oraz znajomość filozofii. Prace studentów Konstfack to przede wszystkim komunikaty. Przekazy zawarte w pracach odczytujemy za pomocą analizy formy, treści, tworzyw, z których zostały wykonane. Większość z prezentowanych prac, ze względu na użycie tworzyw tradycyjnie uważanych za pozajubilerskie, jak poliuretan, silikon, papier, łuski rybie, wosk, gips, wełna czy asfalt, na pierwszy rzut oka sprawia wrażenie obiektów pozbawionych waloru użytkowego. Nic bardziej mylnego.
Prace te nie tylko “nadają się do noszenia”, ale są bardzo wygodne. Warto tu wymienić silikonowy naszyjnik Anny Taschy Larsson, który prywatnie nazywam “Biżuterią dla Obcego”, świetnie układający się na szyi i tak pomyślany, że nie potrzebuje zabezpieczenia w postaci zapięcia, by go nosić bezpiecznie, czy broszę Christiana Lysholta, mocowaną do ubrania za pomocą drewnianego “korka” wypychanego z wewnętrznej strony ubrania przez srebrny otwór broszy, znajdującej się po zewnętrznej stronie ubrania. Nazywam tę pracę “Kameleonem”, ponieważ tkanina, do której przymocowana zostaje brosza staje się jej elementem – centralnym punktem, tak więc brosza zmienia swój wygląd w zależności od ubrania. Dla kontrastu uczelnię litewską cechuje duży szacunek dla tradycji, klasycznych rozwiązań oraz precyzji, tak wzorniczej, jak i technicznej.

Przebieg studiów złotniczych celuje w kształceniu wysoko wykwalifikowanych i wszechstronnych specjalistów, którzy mają nie tylko zdolności złotnicze, ale także artystyczne wykształcenie i rozległą wiedzę w dziedzinie humanistyki. Studenci uczą się i poznają techniki projektowania, technologii obróbki metalu i praktycznej pracy. Często zachowują w swych pracach bardzo specyficzny styl miasta Teliai, z charakterystyczną stylizacją form, która odzwierciedla tradycję utrwaloną przez długi okres działania szkoły. Prace studentów wileńskich wykonane są w przeważającej mierze z tradycyjnych tworzyw jubilerskich: srebra, złota, bursztynu, cyrkonii, miedzi i kości słoniowej. Ich klasycznie piękne formy przyciągają wzrok, a precyzyjność i często, jak w przypadku broszy i pierścienia Kristiny Buineviciute, niezwykła pracochłonność wzbudzają niekłamany podziw.
Monika Szpatowicz
Kurator wystawy

Hanna Hedman

Christian Lysholt

Frida Åberg

Anna Tascha Larson

Andrea Drakenberg

Malin Henningson
Konstfack University College of Arts, Craft and Design (Akademii Sztuk Pięknych i Wzornictwa przy Uniwersytecie Konstfack) Uniwersytet w Konstfack ma długą i piękną tradycję. Jego początki sięgają 1844 roku, kiedy to Nils Mžnsson Mandelgren, artysta i etnolog, założył Niedzielną Szkołę dla Artystów. W 1859 szkoła uzyskała status szkoły państwowej i przemianowana została na Szkołę Rękodzieła.

W 1879 nazwę szkoły zmieniono na Szkołę Techniczną i wydzielono w niej 4 departamenty. W 1945 na uczelni utworzono departamenty tkaniny, sztuki dekoracyjnej, rzeźby, ceramiki, mebli, projektowania wnętrz, projektowania metalu i departament druku. W 1978 szkoła uzyskała status uczelni wyższej, a w 1993 r. jej nazwę zmieniono na Uniwersytet Konstfack.
W 2004 r. siedzibę szkoły przeniesiono do starej fabryki telefonów Ericssons, która została całkowicie odnowiona w bardzo nowoczesnym stylu na 20 300 metrach kwadratowych Dziś Uniwersytet w Konstfack jest największą w Szwecji instytucją kształcącą w zakresie sztuki, rękodzieła, wzornictwa i historii sztuki. Każdego roku ponad 900 studentów zapisuje się na studia licencjackie, magisterskie i niezależne kursy.
Program studiów magisterskich oferuje kształcenie w 8 dyscyplinach: historia sztuki, projektowanie graficzne, projektowanie przemysłowe, projektowanie wnętrz i mebli, projektowanie szkła i ceramiki, sztuki piękne, projektowanie metali oraz tkanina.
Ponelis Arvydas 3 – Arvydas Ponelis
Wileńska Akademia Sztuk Pięknych
Szkoła powstała w 1931 roku, a naukę obróbki metalu wraz z przedmiotami towarzyszącymi rozpoczęto w roku 1939. W roku 1989 artystyczną szkołę techniczną przekształcono w Wyższą Szkołę Sztuk Stosowanych. Nowe tendencje artystyczne oraz kierunki życia i edukacji, jak również rozprzestrzeniające się regionalizmy postawiły pytanie o zmianę profilu uczelni. Po rozpatrzeniu “regionalnych” roszczeń i perspektyw rozwoju, stało się jasne, że konieczne jest utworzenie wyższej szkoły o profilu artystycznym. 
1 sierpnia 1989 r. Wyższa Szkoła Sztuk Stosowanych została połączona z Wileńską Akademią Sztuk Pięknych. Instytut Metaloplastyki Wydziau Artystycznego Wileskiej Akademii Sztuk Pięknych w Teliai jest jedynym miejscem na Litwie, gdzie wykładają wykwalifikowani specjaliści w zakresie artystycznej obróbki metalu i gdzie studenci mogą osiągnąć stopień licencjata.
Obecnie Instytut Metaloplastyki przygotowuje do projektowania biżuterii oraz form złotniczych, zapoznaje ze składem materiałów, rozmaitymi procesami kształtowania i technikami złotniczymi.
Kasbaras Donata – Donata Kasbaras
W zadziwiający sposób ten liczący sobie ponad 400 lat warsztat złotniczy wcale nie wydaje się nam tak obcy. Miejscu pracy z pilnikiem, skórą i taboretem brakuje jedynie zagłębienia. Ciągarka ławowa mogłaby być użyta bez żadnych zmian do grubych drutów. Ciągadła stalowe, pilniki, kleszcze, młotki, kowadła, tygle wiszące na ścianach pozostały do dziś w niezmienionej formie. Być może tylko materiały są teraz lepsze
Zasadnicze zmiany zaszły jednak w zakresie obróbki cieplnej, a więc wyżarzania, topienia, a przede wszystkim lutowania. Dzisiejszy złotnik miałby z pewnością trudności, posługując się przedstawionym na ilustracji piecem muflowym! Jakkolwiek wiele obecnych warsztatów złotniczych przypomina przykład przedstawiony na ilustracji, ponieważ tradycja jest wśród złotników mocno zakorzeniona, to jednak należałoby się zastanowić, czy taka organizacja miejsca pracy odpowiada współczesnym warunkom.
Dobrze przemyślana organizacja pracy jest warunkiem racjonalnego wytwarzania. Zasada ta nie odnosi się tylko do produkcji seryjnej. Jest ona aktualna również w przypadku rzemiosła. Podstawą dobrej organizacji pracy jest racjonalnie zorganizowany warsztat. Przedstawiona propozycja urządzenia warsztatu powinna z jednej strony inspirować młodych złotników do nowoczesnej organizacji miejsca pracy, a z drugiej strony prowokować doświadczonych mistrzów do krytycznej oceny ich warsztatu i wprowadzania możliwych usprawnień.
Obok zagadnień produkcyjno-technicznych nie należy nie doceniać innego ważnego aspektu. Ponieważ w warsztacie spędza się większą część życia, należy go urządzić jak najwygodniej i przytulnie. Składa się na to wygodne krzesło robocze, a także przyjemny widok z okna. Nie można skonstruować uniwersalnego ujednoliconego modelu warsztatu złotniczego.
Każdy warsztat jest inny i musi być inny, ponieważ w każdym przypadku muszą być spełnione zupełnie inne wymagania.
- Koncepcja urządzenia warsztatu zależy od pomieszczeń, których najczęściej nie da się zmienić, lub których zmiana wiąże się z dużymi nakładami.Tak więc trzeba dostosować się do ilości i wielkości pomieszczeń, istniejących okien i drzwi, ogrzewania, zasilania w energię elektryczną.
- Ilość stanowisk pracy określa wymagania stawiane przy opracowywaniu koncepcji urządzenia warsztatu. Istotne jest również to, czy uczeń ma pracować obok mistrza, czy też pracownicy mogą pracować samodzielnie, bez pomocy ze strony doświadczonego fachowca.
- Niektóre rozwiązania wymusza profil produkcji oraz takie czynniki, jak stosunek wielkości produkcji do ilości napraw, produkcja jednostkowa lub seryjna, stosowane materiały, preferowane techniki, np. odlewanie odśrodkowe, emaliowanie. Pokazany przykład (ilustracja 5.2) może więc stanowić jedynie ramowy model warsztatu złotniczego. Przedstawiony model warsztatu umożliwia samodzielnemu mistrzowi wykonywanie nowych przedmiotów oraz dokonywanie napraw.
Centralnym punktem każdego warsztatu złotniczego jest stół roboczy, przy którym złotnik spędza ponad 2/3 swojego czasu pracy. Dobrze jest mieć również dodatkowy stół, na którym można wykonywać rysunki i grawerować lub wykonywać inne czynności, np. przycinać blachy. Dodatkowe wyposażenie warsztatu stanowią:
- stół do topienia i wyżarzania
- walec do blachy i drutu
- stół roboczy z imadłem, na którym mogą być również ciągnione druty
- pieniek drewniany z kowadłem
- stół do odczynników chemicznych z wyciągiem
- instalacja do galwanizacji
- przyrząd do obróbki ściernej
- stanowisko do szlifowania i polerowania z instalacją wyciągową
Zawsze pożądane jest posiadanie obok warsztatu głównego oddzielnego pomieszczenia do wykonywania tak zwanych “brudnych prac”, takich jak szlifowanie i polerowanie oraz wszelkiego rodzaju obróbka chemiczna wraz z galwanizacją. Pomieszczenie takie wskazane jest również wówczas, gdy warsztat użytkowany jest przez samodzielnego mistrza złotniczego.
Tłumaczył Zbigniew Krawczyk
Informacje pochodzą z książki “Złotnictwo. Teoria i praktyka”prof. Erharda Brepohla. Wyda ją po polsku Wydawnictwo Rosner i Wspólnicy przy współpracy z Polskim Jubilerem
(1) stół roboczy,
(2) stół do rysowania,
(3) urządzenie do topienia i wyżarzania,
(4) walce do blachy i drutu,
(5) stół roboczy z imadłem,
(6) pieniek drewniany z kowadłem,
(7) stół do odczynników chemicznych z wyciągiem,
(8) instalacja do galwanizacji,
(9) przyrząd do obróbki ściernej,
(10) maszyna do polerowania,
(11) przyrząd ultradźwiękowy do czyszczenia,
(12) doprowadzenie wody,
(13) skarbiec
Maria Magdalena Ulaczyk
Dyrektor Okręgowego Urzędu Probierczego w Warszawie
Zgodnie z zapowiedzią podczas tegorocznych targów Złoto Srebro Czas pracownicy Wydziału Nadzoru Okręgowego Urzędu Probierczego w Warszawie przeprowadzili kilka kontroli probierczych. Celem tych czynności było sprawdzenie, czy sprzedawane w stoiskach targowych wyroby są oznaczone zgodnie z obowiązującymi w Polsce przepisami

Wyniki tych kontroli okazały się znacznie lepsze niż w roku ubiegłym. Wyroby w skontrolowanych stoiskach były ocechowane, oznaczenia czytelne i nadające się do identyfikacji, natomiast żaden z punktów sprzedaży nie posiadał tabeli cech probierczych. Problemem, który występuje cyklicznie, podczas każdej imprezy targowej, jest postawa wystawców zagranicznych, którzy nie znają polskiego prawa probierczego, nie zadają sobie żadnego trudu, żeby się z nim zapoznać i uważają, że jeżeli dopełnili obowiązków wynikających z przepisów obowiązujących w ich własnych krajach, nie powinno się od nich wymagać poszanowania dla naszych lokalnych regulacji.
Takie firmy prowadzą często na targach sprzedaż detaliczną nieocechowanych wyrobów. Wielu wystawców tłumaczy, że podczas targów zajmują się jedynie prezentacją wyrobów oraz zbieraniem zamówień, i dlatego nie muszą cechować eksponowanej w stoiskach biżuterii. Stwarza to sytuację, w której przeprowadzanie czynności kontrolnych na targach jest utrudnione. Mamy bowiem świadomość, że jest to miejsce poważnych transakcji handlowych, czemu zaprzeczają właściciele stoisk i z całą powagą składają do protokołu kontroli probierczej oświadczenia w tej sprawie.
Gdyby targi stanowiły wyłącznie imprezę wystawienniczą, nie byłyby poddawane czynnościom kontrolnym, jest to jednak również miejsce handlu i jako takie podlega nadzorowi probierczemu. Pewną trudność sprawia interpretacja przepisów ustawy “Prawo probiercze” w odniesieniu do obrotu hurtowego, jeśli stroną jest kontrahent zagraniczny.
Zgodnie z wykładnią przepisów dokonaną przez Biuro Prawne Głównego Urzędu Miar, każda czynność obrotu wyrobami z metali szlachetnych na terenie Polski, niezależnie od tego, kto w niej uczestniczy, obliguje do wcześniejszego zbadania i ocechowania wyrobów. Równocześnie jednak niektórzy kupcy zagraniczni nie są zainteresowani nabywaniem wyrobów z polskimi cechami, bo w kraju, do którego będą wywożone, należy je ponownie oznaczyć (nawet w niektórych krajach UE polskie cechy nie są honorowane).
Podobnie z wystawcami zagranicznymi: jeśli prowadzą sprzedaż detaliczną, wyroby muszą być ocechowane, natomiast przy sprzedaży hurtowej nakładanie na nich obowiązku zgłaszania wyrobów do badania i cechowania stanowi dla nich poważną barierę. Po pierwsze, przyjeżdżają do Polski bezpośrednio na imprezy targowe, nie mając gwarancji, że wystawiany towar będzie sprzedany. Jeśli zostanie wobec nich wyegzekwowany obowiązek zbadania i ocechowania wystawianych wyrobów, a nie wzbudzą one zainteresowania polskich kontrahentów, zostaną narażeni na ryzyko powrotu do kraju z wyrobami oznaczonymi cechami, które nie są uznawane w tych krajach.
Stąd w dotychczasowej praktyce kontrolnej urzędów probierczych, jeżeli stroną kontraktu była firma zagraniczna, akceptowano, aby: – w przypadku HURTOWEGO nabywania wyrobów w celu ich dalszej sprzedaży w Polsce podmiotem zobowiązanym do zgłoszenia wyrobów do zbadania i ocechowania był polski nabywca hurtowy, którego w takich przypadkach traktowano jak importera, – w przypadku HURTOWEJ sprzedaży kontrahentowi zagranicznemu wyroby traktowane były jako eksport i nie egzekwowano obowiązku ich ocechowania.
Podkreślam, że dotyczyło to tylko sytuacji z udziałem podmiotu zagranicznego! Podczas tegorocznych targów Złoto Srebro Czas sporo problemów przysporzyła nam firma hinduska, która sprzedawała wyroby posrebrzane oraz półfabrykaty wykonane z substancji niemetalicznej, pokryte miedzią i polakierowane farbą przypominającą kolorystycznie barwę srebra. Niskie ceny tych wyrobów kusiły nabywców, szczególnie osoby zajmujące się – modną obecnie – produkcją domową biżuterii, polegającą na łączeniu elementów metalowych z kamieniami półszlachetnymi. Wiele osób, poinformowanych przez sprzedawców, że półfabrykaty wykonane są ze srebra, nabyło w stoisku hinduskim takie przedmioty.
Następnie, korzystając z możliwości zbadania tych wyrobów przez pracowników urzędu probierczego (specjalnie w tym celu stworzono w naszym punkcie informacyjnym prowizoryczne stanowisko do badania metodą przybliżoną, na kamieniu probierczym), przekonywali się, że zostali oszukani. W drugim dniu targów ww. stoisko zostało poddane kontroli, w wyniku której stwierdzono, że poza obrotem półfabrykatami, wiele wyeksponowanych gotowych wyrobów z metali nieszlachetnych, pokrytych cienką powłoką ze srebra, posiada oznaczenia liczbowe 925, wskazujące na taką zawartość srebra.
Zgodnie z art. 12. ustawy “Prawo probiercze”: “wyroby z metali nieszlachetnych pokryte powłoką z metali szlachetnych albo z wyglądu przypominające wyroby z metali szlachetnych, powinny być przez wytwórcę lub sprzedawcę oznaczone znakiem “metal” albo “met”, albo w inny sposób uzgodniony z właściwym miejscowo urzędem probierczym”. Ze względu na fakt, iż umieszczanie takich oznaczeń bezpośrednio na wyrobach jest kosztowne, a dodatkowo często powoduje ich uszkodzenia (np. odpryśnięcia zewnętrznej, lakierowanej powłoki), w praktyce akceptujemy czytelny napis na metce lub nalepce: “wyrób z metalu nieszlachetnego” oraz eksponowanie takich przedmiotów z wyraźną informacją, iż wykonane są z metalu nieszlachetnego.
Po kontroli dokonanej w stoisku hinduskim umieszczono w gablotach takie napisy, ale mamy świadomość, że wcześniej wiele osób dało się oszukać. Instytucje organizujące imprezy targowe i wystawiennicze w Polsce zostaną oficjalnie poinformowane o tej sytuacji, a jeśli ww. firma nie zrezygnuje w przyszłości z udziału w targach i będzie kontynuować opisane powyżej praktyki, inspektorzy z urzędu probierczego zwrócą się o pomoc w czynnościach kontrolnych do Inspekcji Handlowej i Policji. W tym samym terminie, co Targi Złoto, Srebro, Czas odbywała się na Politechnice Warszawskiej giełda minerałów i wyrobów jubilerskich, na której również przeprowadzono kontrole probiercze, w wyniku których także stwierdzono większe niż dotychczas poszanowanie przepisów prawa probierczego.
W jednym stoisku wykryto wprawdzie kilka sztuk nieocechowanych wyrobów, a większość wystawców nie posiadała tabeli cech probierczych, ale w porównaniu z wynikami wcześniejszych kontroli te wykroczenia można uznać za niewielkie. Poza czynnościami kontrolnymi na Targach Złoto Srebro Czas, nasi pracownicy, dyżurujący w punkcie informacyjnym OUP w Warszawie, odpowiedzieli na wiele pytań dotyczących głównie zagranicznych systemów probierczych oraz zasad wzajemnego uznawania cech probierczych w krajach Unii Europejskiej.
Omówienie tych spraw będzie tematem innej publikacji. Pytania, jakie zadawano nam w odniesieniu do obowiązującego prawa oraz obserwacje dokonane przez prawników przeprowadzających kontrole dowodzą, że wiele osób zajmujących się handlem biżuterią nie zna podstawowych zasad krajowego prawa probierczego. Sprawy te były omawiane w wielu artykułach w prasie branżowej, między innymi w obszernej publikacji dotyczącej nadzoru probierczego zamieszczonej w Polskim Jubilerze po ubiegłorocznych jesiennych targach. Mimo to stale pojawiają się wątpliwości, jakie oznaczenia uprawniają do sprzedaży wyrobów w Polsce.
Sposób topienia metali pozostawał prawie niezmienny od czasów antycznych aż do połowy ubiegłego wieku. Aby stopić metal, tygiel z topionym metalem ustawiany był na rozżarzonym węglu drzewnym, w który często nadmuchiwane było dodatkowo powietrze z dmuchawy
Taką samą metodę stosowano jeszcze parę lat temu przy piecach koksowniczych. Ale nawet przy tym efektywnym paliwie ta metoda topienia metali była żmudna, czasochłonna, a nawet ryzykowna, ponieważ tygle łatwo pękały i trzeba było wyjmować rozlany metal szlachetny z popiołu. Zasadniczą zmianę w topieniu metali przyniosło dopiero rozpowszechnienie stosowania gazu miejskiego w drugiej połowie poprzedniego stulecia.
Topienie gazem miejskim

Złotnik do topienia niewielkich zazwyczaj ilości metalu używa najczęściej otwartego płomienia gazowego. Gazem tym może być gaz miejski, gaz ziemny, propan lub etylen. Do spalenia gazu można stosować sprężone powietrze pochodzące z elektrycznie napędzanej dmuchawy. W przypadku propanu i etylenu wystarcza, przy odpowiednio sprawnym palniku, zasysane powietrze. Dla trudnotopliwych metali, takich np. jak platyna, propan i etylen doprowadza się do specjalnych palników wraz z czystym tlenem. Można przy tym osiągać temperatury rzędu 2750ĄC – 3200ĄC. Wygoda polegająca na możliwości pobierania gazu miejskiego z sieci gazowniczej stanowi dużą zaletę. Jego wadą są niepożądane dodatki, które mogą ujemnie wpływać na topiony metal. Pistolet do topienia metali zbudowany jest zasadniczo tak jak pistolet lutowniczy. Jest on jednak większy i cięższy, ponieważ muszą być w nim stosowane większe średnice przewodów w celu zapewnienia odpowiednio dużego przepływu gazu i powietrza. Tylko wystarczająco duży płomień może zapewnić doprowadzenie wystarczającej ilości ciepła.

Palnik
Zwykłe palniki na propan są skonstruowane tak, że mają doprowadzenie przewodem tylko gazu z butli . Powietrze do spalania zasysają samoczynnie przez otwory w głowicy palnika. Trzeba koniecznie stosować się do przepisów dotyczących użytkowania palników. Szczególnie ważne jest zapewnienie zgodności ciśnienia na wylocie zaworu butli gazu z dopuszczalnym ciśnieniem palnika. Można stosować też powszechną przy spawaniu stali metodę acetylenową. Jest ona czysta, bardzo wydajna i umożliwia topienie nawet trudno topliwych metali. Palnik musi być tak ustawiony, aby powstał płomień redukujący. Korzystny jest elastyczny podział płomienia w “głowicy mieszania”.
Elektryczny piec do topienia
Topienie w piecu elektrycznym ma następujące zalety:
- równomierne podgrzewanie
- kontrolowana i regulowana temperatura
- brak wpływu paliwa na stop i pozostałości z jego spalania
- krótki czas topienia
- znacznie wyższa temperatura topienia niż w przypadku ogrzewania gazem.
Można używać stosowanego zazwyczaj do emaliowania elektrycznego pieca mufowego, jeżeli zapewnia on osiągnięcie niezbędnych temperatur topienia. Ponieważ tygle podgrzewane są tylko przez promieniujące ciepło, stopień skuteczności jest znikomy. Większa część energii cieplnej oddawana jest do otaczającego powietrza. Trzeba tak zorganizować sobie pracę, aby jednocześnie nastawić wiele tygli lub przygotować w tym samym czasie kuwetę do odlewania odśrodkowego. W ten sposób można lepiej wykorzystać powstałą już energię.
Transformatorowy piec do topienia w tyglu
Piec ten (według systemu Hellberg firmy Arno Lindner z Monachium) oferowany jest w różnych rozmiarach. Najmniejszy przystosowany do topienia maksymalnie 200 g stopu Au 585 przystosowany jest do potrzeb małego rzemieślniczego zakładu złotniczego. Większe piece tego typu nadają się bardziej do zastosowań przemysłowych. Największy z nich może być użyty nawet do stopienia partii 4500 g stopu Au 585!
Zasada konstrukcji polega na stałym zamocowaniu tygla grafitowego pomiędzy zestykami węglowymi, co stanowi samodzielny opór. Prąd sieciowy przekształcany jest na niskie napięcie, przez co uzyskiwane jest wymagane wysokie natężenie prądu pozwalające na rozgrzanie stopu w tyglu do białego żaru. Takich tygli grafitowych można używać tylko dla temperatur dochodzących do 1300ĄC. Dla wyższych temperatur dochodzących do 1600ĄC stosowane są tygle ceramiczne osadzane w rurze grafitowej służącej jako opór elektryczny.
Temperatura jest kontrolowana i regulowana przy pomocy dodatkowych urządzeń. Gdy metal zostanie roztopiony, na tyglu mocowana jest forma odlewnicza (kokila). Po przechyleniu tygla dźwignią ręczną metal wypływa bezpiecznie do formy. Stopy zawierające miedź mieszane są grafitowym prętem, który ma również działanie przeciwutleniające. Do mieszania białego złota używa się neutralnego pręta kwarcowego, do srebra-pręta stalowego. Do otworu tygla do topienia można przyłączyć też rurę do wprowadzenia gazu ochronnego.
Tygle do topienia i wlewnice
Ilości metali od 50 g do około 150 g celowo jest topić w tyglu do topienia (ilustracja 4.12), będącym szamotową muflą podgrzewaną pistoletem do topienia przez boczny otwór. Szamotowa pokrywa zamyka naczynie do topienia. Tygiel z materiałem wstawiany jest w tygiel do topienia na szamotowej podstawce zapewniającej jego stabilną pozycję. Wielokrotne obracanie tygla podczas procesu topienia zapobiega jednostronnemu przegrzaniu. Garnek do topienia ma tę zaletę, że przy oszczędnym zużyciu gazu zapewnia dobrą koncentrację i utrzymanie ciepła.
Tygle grafitowe
Zbudowane są z mieszaniny grafitu i gliny. Tygle muszą być składowane w suchych miejscach nie narażonych na działanie mrozu. Ponieważ dostarczane są one w stanie niewypalonym, trzeba je wolno nagrzać, wytopić boraksem, a następnie wyżarzyć. Dopiero wówczas nadają się do użytku. Są drogie, ale przy oszczędnym użytkowaniu – bardzo trwałe. Nie nadają się do topienia utleniającego z udziałem saletry, gdyż następowałoby rozpuszczanie węgla.
Heskie tygle gliniane
Zrobione są z tłustej, nie zawierającej żelaza i wapnia gliny, piasku kwarcowego i zmielonej cegły. Dodatek cegły chroni tygle przed pękaniem i pomaga w zachowaniu formy. Podobnie jak w przypadku tygli grafitowych, ich odporność wzrasta po wolnym rozgrzaniu i glazurowaniu boraksem. Pozostałości metalu nie odrywa się od tygla, lecz stapia z odrobiną boraksu.
Stosowanie tygli do topienia
Każdy tygiel może być stosowany tylko dla określonej próby. Dlatego umieszcza się na zewnętrznej ściance tygla odpowiednie oznakowanie. Przed włożeniem metalu należy podgrzać tygiel. Gdy jest już rozżarzony, dodaje się kolejno metal, aż do napełnienia tygla mniej więcej do połowy. Podgrzanie znacznie ogranicza możliwość utleniania metali. Przy dużych tyglach można stosować kawałek węgla drzewnego w charakterze pokrywki, stanowiącej redukujące zamknięcie. Tygiel wyjmuje się z pieca przy pomocy okrągłych szczypiec. Użycie płaskich szczypiec do złapania za ściankę może spowodować wyszczerbienie tygla.
Wlewnice
Są one wykonywane z tego samego materiału co heskie tygle gliniane, a więc trzeba się z mini podobnie obchodzić. Nową wlewnicę trzeba najpierw podgrzać, a następnie wytopić boraksem, aby powstała pierwsza glazura. Poszczególne wlewnice powinny być używane tylko do stopów takiej samej próby. Forma wlewnicy ułatwia nabieranie płynnego metalu. Aby skoncentrować ciepło na metalu, wlewnica jest do połowy zakryta. Gdy glazura boraksowa staje się ciemnobrązowa, oznacza to jej nasycenie boranami miedzi. Stop nie będzie dostatecznie oczyszczony i może być kruchy.
Takie wlewnice trzeba wyeliminować. W jednej wlewnicy można stopić maksymalnie 30 g Au 585. Wlewnica zamocowana jest razem z pokrywą w uchwycie. Ponieważ na skutek obciążenia cieplnego i zamocowania w uchwycie wlewnica poddawana jest znacznym obciążeniom, może się zdarzyć, że pęknie ona w wyniku gorąca. Pomocna może okazać się przy tym następująca wskazówka: można chronić wlewnicę wyginając panewkę z blachy stalowej o grubości 1 mm i wpasowując ją w dno wlewnicy. Stykające się krawędzie blachy należy zespawać ze sobą. t
Tłumaczył Zbigniew Krawczyk
Informacje pochodzą z książki “Złotnictwo. Teoria i praktyka”prof. Erharda Brepohla. Wyda ją po polsku Wydawnictwo Rosner i Wspólnicy przy współpracy z Polskim Jubilerem
W pracowni idee projektantów form złotniczych nabierają materialnych, wypełnionych szlachetnym tworzywem, kształtów. Jest to
zarazem miejsce, którego
intymności większość
twórców zazdrośnie strzeże i stąd zapewne niezwykle rzadko prezentują własny warsztat pracy osobom postronnym. Jednak dla redakcji “PJ” zrobili wyjątek
Wyrób sztuki złotniczej ma swój początek na desce projektanta. Jego pomysł zostaje następnie rozwinięty w szczegółowy projekt, często kończący się stworzeniem próbnego modelu. Trudna sztuka jubilerska polega między innymi na tym, aby w procesie tworzenia unikalnych przedmiotów, takich, jak np. biżuteria, uwydatnić indywidualne właściwości tworzywa czy niepowtarzalny kształt i strukturę użytego kamienia jubilerskiego, a przy tym zachować wyrazistość i rozpoznawalność idei artystycznej projektu.
Dzięki uprzejmości Mariusza Gliwińskiego, właściciela galerii i pracowni jubilerskiej AMBERMODA w Sopocie, redakcja Polskiego Jubilera miała unikalną sposobność poznania szczegółów tradycyjnego, całkowicie ręcznego i opartego na znanych od wieków metodach procesu wyrobu biżuterii – krok po kroku, od czystego surowca po gotowy przedmiot.
Uzyskaną w ten sposób wiedzą chcemy w niniejszym artykule podzielić się z PT Czytelnikami, ufając, że osobom nieobeznanym z tajnikami sztuki złotniczej materiał ten pozwoli stworzyć bliskie rzeczywistości wyobrażenie na temat tego, w jaki sposób powstaje ręcznie produkowana biżuteria, natomiast znawcy jubilerskiego fachu zechcą sięgnąć po niego – czy to dla skonfrontowania przedstawionych tutaj metod z własnymi, czy to w poszukiwaniu nieoczekiwanych źródeł inspiracji dla realizacji swoich projektów, czy po prostu z czystej, zawodowej ciekawości.
Obróbka termiczna. Proces powstawania spinek rozpoczyna się od wstępnej selekcji tworzywa. Na tym etapie jubiler decyduje o tym, które kawałki bursztynu od razu nadają się do użycia, a które wymagają uszlachetnienia w procesie obróbki termicznej. Te drugie trafiają najpierw do autoklawu, a później do pieca, gdzie pod wpływem temperatury nabierają pożądanego, koniakowego koloru.

Cięcie bursztynu. Bryłka bursztynu zostaje pocięta na kawałki na cienkiej tarczy diamentowej zraszanej wodą, której zadaniem jest chłodzenie krawędzi cięcia i zapobieganie pyleniu. Kawałki bursztynu są następnie zgrubnie szlifowane. W ten sposób powstaje wyjściowy półprodukt – gotowa do przecięcia płytka bursztynu. W dalszym procesie obróbki każda z płytek zostaje przecięta na dwa bliźniacze kawałki. Przygotowanie odpowiedniej ilości par bursztynowych płytek zamyka wstępny etap obróbki bursztynu.

Szlifowanie i polerowanie bursztynu. Każdy z kawałków musi zostać oszlifowany papierem ściernym o różnej ziarnistości i wypolerowany na tarczy polerskiej z włókniny, tzw. “szmacie”. Do polerowania kamieni jubilerskich stosowane są tarcze z różnych tkanin, głównie jeansowe (sztywniejsze, używane we wstępnej fazie polerowania bursztynu) oraz z miękkiej flaneli (bardzo delikatnej, nadającej kamieniom ostateczny blask). Tarcze twarde dodatkowo pokrywa się pastą zdzierającą (brązową, używaną dla pokrycia rys), natomiast do tarcz miękkich przeznaczona jest pasta polerująca (biała, potocznie nazywana “finiszówką”), dzięki której uzyskuje się właściwy poler. Pozostaje jeszcze wywiercenie w kamieniach otworów na sztyfty mocujące kawałki bursztynu do metalowej części wyrobu. Tak przygotowane pary elementów mogą być użyte nie tylko do wyrobu spinek do mankietów, ale także klipsów czy kolczyków. Tymczasowe numery ułatwiają późniejszą identyfikację kamieni.

Cięcie i walcowanie blachy. Płytki bursztynu są układane parami na arkuszu srebrnej blachy tak, aby możliwie ekonomicznie wykorzystać całą jej powierzchnię. Po zaznaczeniu granic poszczególnych elementów blacha jest cięta na gilotynie. Wszystkie części spinki powstają bezpośrednio w pracowni. W zależności od przeznaczenia przetopione z granulatu srebro jest ogrzewane palnikiem i walcowane, bądź przeciągane na druty, a następnie chłodzone w wodzie. Tak powstałe prefabrykaty są cięte na małe części.
Lutowanie. Proces lutowania dzieli się na kilka etapów. Najpierw wytapiany jest lut, po czym wszystkie lutowane elementy są pokrywane antyutleniaczem (lutówką), która ogranicza powstawanie na powierzchni srebra tlenków miedzi i w ten sposób gwarantuje otrzymanie czystego, trwałego lutu. Do lutowania używa się mikropalników na propan-butan.
Polerowanie srebra. Proces polerowania srebra wygląda podobnie jak polerowanie bursztynu – tu również używa się tarczy polerskiej z włókniny oraz pasty.
Sygnowanie. Końcowym etapem powstawania srebrnej spinki jest przybicie imiennika, czyli wybicie na produkcie indywidualnego znaku pracowni, zarejestrowanego w Centralnym Urzędzie Probierczym w Warszawie. Tak oznakowany wyrób trafia do urzędu probierczego, który sygnuje go odpowiednimi znakami probierczymi.
Montaż kamieni do gotowych wyrobów. Ostatni etap powstawania spinki to mechaniczne osadzanie kamieni jubilerskich na spinkach. Zmontowane spinki poleruje się jeszcze raz na finiszówce, aby wydobyć z nich pełnię bursztynowo-srebrnego blasku. Gotowe spinki są ważone i pakowane, aby trafić wreszcie na półkę witryny w galerii.
Mycie. Spinka po zlutowaniu i wypolerowaniu musi jeszcze zostać oczyszczona z resztek pasty polerskiej. Mycie odbywa się w kuwetach wypełnionych roztworem wody i zwykłego płynu do naczyń bądź w myjce ultradźwiękowej, w kąpieli wodnej. Drgające cząsteczki wody dokładnie penetrują każdy zakamarek wyrobu i wypłukują wszelkie powierzchniowe zanieczyszczenia.
Redakcja Polskiego Jubilera składa podziękowania
Panu Romanowi Formelli, Panu Krzysztofowi Kaczyńskiemu, Panu Leszkowi Gąsiorowskiemu,
Panu Maciejowi Kuflińskiemu, Panu Romanowi Pozlewiczowi, Pani Emilii Jakubowicz
oraz Panu Mariuszowi Gliwińskiemu z galerii AMBERMODA w Sopocie
za życzliwość, zaangażowanie i pomoc przy realizacji niniejszego materiału.
 Mikrospawarki PUK 3 niemieckiej firmy Lampert to seria urządzeń przeznaczonych do precyzyjnego spawania różnego typu stopów metali, metali szlachetnych oraz stali, punktowego spawania montażowego przed lutowaniem, naprawy kółek, zapięć, sztyftów, elementów sprężynujących, tytanowych i stalowych oprawek okularów, a także wypełniania porowatości w odlewach czy naprawy pazurków oprawy kamienia
Mikrospawarki PUK 3 niemieckiej firmy Lampert to seria urządzeń przeznaczonych do precyzyjnego spawania różnego typu stopów metali, metali szlachetnych oraz stali, punktowego spawania montażowego przed lutowaniem, naprawy kółek, zapięć, sztyftów, elementów sprężynujących, tytanowych i stalowych oprawek okularów, a także wypełniania porowatości w odlewach czy naprawy pazurków oprawy kamienia
Podstawową cechą spawarek PUK 3 jest zdolność łączenia i nadtapiania metali szlachetnych w szczelinach, kątach oraz zagłębieniach, czy wszędzie tam, gdzie praca narzędziami lutującymi jest niezwykle trudna lub wręcz niemożliwa (np. ze względu na operowanie bardzo blisko materiałów podatnych na temperaturę).
Ponieważ w mikrospawarkach PUK łuk spawalniczy generowany jest w formie impulsu, efekt uboczny w postaci nagrzewania się wyrobu jest znikomy, co pozwala na wlutowywanie elementów w bezpośrednim sąsiedztwie materiałów wrażliwych na ciepło, jak bursztyn, perły czy emalia, bez ryzyka ich uszkodzenia.
Łączenie spawarką PUK 3 odbywa się przy pomocy nietopliwej elektrody z wolframu, osłoniętej argonem (TIG). Sam proces spawania jest w pełni zautomatyzowany. Dotknięcie elektrodą metalu generuje impuls, który otwiera elektrozawór, regulujący dopływ gazu.

Chwilę później następuje zapłon łuku spawalniczego. W momencie zapłonu elektroda samoczynnie chowa się w rękojeści, a zamontowany w okularach mikroskopu (bądź opcjonalnie zainstalowanej jednostki optycznej) filtr przyciemniający uaktywnia się, chroniąc w ten sposób wzrok operatora. W chwili zaniku impulsu elektrozawór odcina dopływ argonu.
Swobodny wypływ argonu dookoła końca elektrody i powierzchni roboczej zapobiega jej utlenianiu podczas spawania i pozwala na otrzymywanie idealnie gładkich spawów.
Eliminuje to zarazem potrzebę wytrawiania zaoksydowań – gotowy spaw wystarczy oczyścić gumówką.
Seria spawarek PUK 3 obejmuje trzy modele: “Basic”, “Professional” oraz “Professional Plus”. Główną różnicą w stosunku do mikrospawarek PUK poprzedniej generacji jest moc impulsu spawalniczego zwiększona o 30 proc. Wersja “Basic” to model najprostszy, zasadniczo przeznaczony do spawania montażowego przed lutowaniem. PUK 3 “Basic” wyposażona jest jedynie w regulację mocy spawania i generuje tylko standardowy rodzaj impulsu, co w zasadzie ogranicza jej zastosowanie do kładzenia prostych spoin na płaskich powierzchniach.
Modele “Professional” oraz “Professional Plus” posiadają już trzy programy modulacji impulsu.

Impuls “Micro” przeznaczony jest do spawania bardzo cienkich elementów (od 0,1 do 0,4 mm). Impulsem “Standardowy” (jedynym dostępnym w modelu PUK 3 “Basic”) spawa się elementy o grubości powyżej 0,4 mm, program ten służy także do odbudowywania kształtu lub wypełniania porowatości metodą nadtapiania drutu. Impuls “Spoinowy” przeznaczony jest do spawania spoin położonych głębiej w elemencie, daje także dobre rezultaty podczas łączenia elementów srebrnych. PUK 3 “Professional” wyposażona jest ponadto w pięć ustawień długości impulsu oraz dziesięciostopniową regulację mocy.
Najmocniejszy z PUK-ów 3, model “Professional Plus” odznacza się mocą podwyższoną o dalsze 30 proc. w stosunku do modeli “Basic” i “Professional”, rozszerzonym zakresem regulacji mocy (do 12 stopni; 10 stopni dla programu “Micro”) oraz bardziej precyzyjną, dziewięciostopniową regulacją przetopu. Urządzenie to dodatkowo wyposażone jest w pamięć pozwalającą na zapisanie do pięciu najczęściej używanych kombinacji ustawień. Każda z mikrospawarek PUK 3 umożliwia uzyskiwanie punktów spawania o średnicy od 0,3 mm do 3,0 mm.
ss
Więcej informacji na stronie www.pat.net.pl
Niestety, nie ma środka, który zapobiegałby powstawaniu nalotu na stopach srebra
Jako metal szlachetny srebro jest praktycznie odporne na działanie tlenu zawartego w powietrzu, ale łączy się ono z siarką znajdującą się w powietrzu, tworząc siarczek srebrowy Ag2S. Zawarta w srebrze miedź tworzy siarczek miedziowy Cu2S oraz (czerwony) tlenek miedziowy Cu2O i (czarny) tlenek miedziawy CuO.
Jeżeli srebrna ozdoba ma bezpośredni kontakt z ciałem jej użytkownika, to może nastąpić szczególne przyspieszenie tworzenia się nalotu w wyniku działania potu zawierającego siarkę oraz kosmetyków, których jeden ze składników stanowi siarka. W przypadku zaburzeń organicznych i chorób dochodzić może do podwyższonej sekrecji (wydzielania) siarki przez skórę. Jeżeli w skórę osoby noszącej pierścionek lub bransoletkę dostaną się czarne siarczki w wyniku ścierania się nalotu, skóra pod ozdobą będzie czarna.
Korozja nalotowa jest powszechnym zjawiskiem. Pierwsza cienka warstwa siarczku absorbuje tylko część światła, co sprawia, że przedmiot wygląda żółtawo, tak jakby był pozłocony. Wraz ze wzrostem grubości warstwy nalotu powierzchnia staje się brązowawa, a następnie brudno-niebieska, niebiesko-czarna i w końcu uzyskuje barwę głębokiej czerni. W takim stanie wysoka zdolność odbicia światła przez srebro zamienia się w całkowitą absorpcję światła. Wraz ze wzrostem zawartości miedzi zwiększa się ryzyko wystąpienia korozji nalotowej i szybkość tworzenia się nalotu. Ag 800 pokrywa się więc łatwiej i szybciej nalotem niż Ag 925.
Rodowanie. Galwanicznie nakładana powłoka rodowa chroni skutecznie powierzchnię srebra. Jest ona twarda i odporna na ścieranie, ale pokryty nią srebrny przedmiot traci swój blask. Rod ma niebieskawo-białą barwę. Powleczone nim przedmioty wyglądają jak chromowane, co szczególnie razi w przypadku zastawy stołowej. Przy lutowaniu naprawczym powłoka rodowa pokrywa się niebiesko-czarnym nalotem, którego nie można usunąć, co sprawia, że konieczne jest ponowne rodowanie.
Informacje pochodzą
z książki “Złotnictwo. Teoria
i praktyka”prof. Erharda Brepohla. Wyda ją po polsku Wydawnictwo Rosner
i Wspólnicy przy współpracy
z “Polskim Jubilerem”
Lakierowanie. Lakier kolodionowy lub utwardzalny lakier piecowy chroni trwale metalowe powierzchnie pod warunkiem, że biżuteria nie jest noszona, a zastawa stołowa nie jest używana. Wadą jest przy tym lakierowy połysk powierzchni. W wyniku starcia lakieru w trakcie użytkowania przedmiotów wykonanych ze stopu srebra następuje odsłonięcie powierzchni, która pokrywa się nalotem, podczas gdy miejsca pokryte jeszcze lakierem nie ulegają korozji nalotowej. Taki pokryty plamami przedmiot trudno jest wyczyścić.
Zagotowanie w roztworze sody pozwala usunąć lakier przez szczotkowanie. Po oczyszczeniu przedmiotu trzeba go ponownie polakierować.
Pasywowanie. Metoda ta polega na nałożeniu cienkiej warstwy wosku, która jest optycznie niezauważalna i która stanowi dobrą osłonę. Jest ona stosowana przede wszystkim do przechowywania towaru w obrocie handlowym. W trakcie użytkowania powłoka woskowa szybko ulega starciu.
Użytkowanie i czyszczenie. Użytkowanie i czyszczenie to jedyne niezawodne środki pielęgnacji srebrnych przedmiotów.
Regularne używanie powoduje usuwanie powstającego nalotu siarczku w naturalny sposób. Dotykane miejsca pozostają wolne od nalotu, natomiast w zagłębieniach wzmaga się czernienie. Może to powodować nawet pozytywny efekt w wyniku podkreślenia plastyczności żłobienia.
Tłumaczył
Zbigniew Krawczyk
Aby poprawić właściwość stopu, można go ponownie przetopić. Jeżeli chce się stopić nienaganne odpady metali szlachetnych, to wystarczy przy przetapianu dodać nieco boraksu.
Stosując środek kryjący, można ograniczyć dostęp tlenu
Przed podjęciem próby poprawienia właściwości stopu przez ponowne przetopienie, konieczne jest zdiagnozowanie problemu, na czym polegają wady i co jest ich przyczyną. W przypadku wad powstałych w wyniku błędnej obróbki, takich na przykład, jak: rysy powstałe przy walcowaniu, pęknięcia spowodowane dużymi obciążeniami przy walcowaniu bez pośredniego wyżarzania, wystarczy zwykłe przetopienie bez stosowania specjalnych dodatków. Najczęściej jednak błędy polegają na zanieczyszczeniach powstałych podczas topienia metali.
Przetapianie redukujące
Ten rodzaj oczyszczającego topienia stosowany jest wówczas, gdy istnieje przypuszczenie, że zanieczyszczenia spowodowane zostały przez tlen lub inne gazy, które dostały się do bloku metalu w czystej formie lub jako związki metali. Najczęstszym przejawem obecności tlenu w stopach metali szlachetnych jest czerwony tlenek miedziawy Cu2O, czyli związek odporny na działanie wysokich temperatur, który rozpuszcza się dopiero w płynnym stanie w wyniku dodania do stopionego metalu środków redukujących.
Topienie redukujące – przy umiarkowanych zanieczyszczeniach wystarczy dodać wspomnianą mieszaninę topników. Dodając 0,5-proc. Cd można w łatwy i bezpieczny sposób rozpuścić nawet większe ilości tlenków zawartych w stopie. Kadm dodawany jest do stopu w opisany wcześniej sposób. Podczas procesu topienia kadm powinien zredukować tlenki metali zawarte w stopie i wyparować jako tlenek kadmu. Ponieważ ewentualne pozostałości kadmu nie mają wpływu na jakość stopu, metoda ta jest ogólnie zalecana.
Topienie utleniające
Jeżeli istnieje przypuszczenie, że wada stopu spowodowana jest domieszką nieszlachetnych metali obcych takich, jak Pb, Sn, Zn, Al. itp., to przetapia się stop z utleniającymi topnikami, a więc z substancjami chemicznymi oddającymi tlen, który wiąże niepożądane metale, tworząc ich tlenki odprowadzane do żużlu.
Najpierw rozważa się stop. Używa się heskich tygli glinianych, ponieważ tygle grafitowe mogą pęknąć. Tygle napełniane są metalem do mniej więcej jednej trzeciej pojemności. Po stopieniu metalu dodaje się taką samą ilości saletry i waży się zawartość tygla do czasu, gdy masa przestanie kipieć. Dopóki saletra jest aktywna, płomień pozostaje zielonkawy. Zniknięcie zabarwienia płomienia świadczy o zużyciu saletry. Zawartość tygla wylewana jest na stalową płytę. űużel jest odbijany i rozdrabniany. Cząsteczki złota są wyszukiwane. Metal gotowany jest następnie w kwasie azotowym, płukany i osuszany. Końcówkę bloku odkuwa się jak najcieniej. Gdy pojawiają się szare powierzchnie pęknięć, trzeba powtórzyć opisaną powyżej czynność. Strata ilości wyrównywana jest przez dodanie miedzi i srebra, ponieważ metal musi być przetopiony ponownie w nowym tyglu.
Topienie opiłków
Przy regenerowaniu opiłków przez przetapianie muszą być spełnione następujące warunki: – muszą one pochodzić z tylko jednego stopu o kreślonej próbie, nie mogą w nich znajdować się obce metale, nie mogą zawierać ścierniwa, pozostałości po szlifowaniu i polerowaniu oraz znacznych ilości innych niemetalicznych zanieczyszczeń. Cząsteczki żelaza wyciągane są z opiłków magnesem. Następnie spopielane są palne elementy przez lekkie wyżarzenie opiłków na stalowej blasze. Jeżeli opiłki nie zawierają znacznej ilości zanieczyszczeń, to wystarczy owinąć je wraz z mieszanką topników w bibułkę (aby nie zostały wydmuchane przez płomień w tyglu) i wytopić. Jeżeli przypuszczamy, że opiłki zawierają szkodliwe zanieczyszczenia, to miesza się je najpierw z saletrą, a następnie pakuje w bibułkę i wytapia je utleniająco, potem ponownie przetapia utleniająco.
Topienie platyny i białego złota
Jeżeli w małym warsztacie złotniczym przerabiane są tylko małe ilości platyny i białego złota, to odpadki produkcyjne należy przekazywać do odzysku w wyspecjalizowanym zakładzie. Nie tylko dlatego, że potrzebne są do tego wysokie temperatury, których nie można uzyskać przy pomocy zwykłego płomienia gazowego, ale też ze względu na wrażliwość materiału na zanieczyszczenia. Instalacja do topienia platyny może być opłacalna w większych zakładach specjalizujących się w pracach jubilerskich. Nie można używać zwykłych tygli grafitowych, ponieważ węgiel rozpuszcza się w stopionym metalu i oddawany jest po zakrzepnięciu, co może być przyczyną powstawania porów. Najlepszym sposobem jest topienie tych trudno topliwych metali i stopów w elektrycznym piecu indukcyjnym.
Tłumaczył Zbigniew Krawczyk
Pióra Amber REX, wykonane ze srebra i bursztynu przez Ryszarda Wycichowskiego, otrzymali już Lech Wałęsa i Muzeum Bursztynu w Gdańsku. Jego prototyp został wyróżniony podczas targów Amberif 2007 w konkursie Mercurius Gedanensis w kategorii mistrzostwo jubilerskie za precyzję wykonania.
Ryszard Wycichowski pracuje w branży jubilerskiej od 26 lat. Kilka lat temu zauważył, że na rynku brakuje wysokiej klasy upominków i wpadł na pomysł, żeby zrobić pióro z bursztynu. Prace nad jego realizacją – od wstępnych projektów po zgłoszenie gotowego pióra do tegorocznego konkursu Mercurius Gedanensis trwały ponad 2 lata. Okazało się, że praca spodobała się członkom jury i otrzymała wyróżnienie w kategorii mistrzostwo jubilerskie za perfekcję wykonania.
Ze srebra i bursztynu
Autor wykonał pióro ze srebra i bursztynu. Obecnie występuje ono w dwóch wersjach kolorystycznych – z bursztynu naturalnego białego oraz z klarowanego bursztynu wiśniowego. Zdobi je 27 płytek bursztynowych oprawionych w srebro, szlifowanych z ogromną precyzją i specjalnie selekcjonowanych i dopasowanych kolorystycznie. Oprawa każdego kamienia nawiązuje do szczytów starych ksiąg oprawianych w skórę. Pióro jest ozdobione motywami polskich insygniów królewskich: w nakrętce stylizowana, bardzo precyzyjnie wykonana korona, klips z wizerunkiem szczerbca, a na drugim końcu królewskie jabłko.
Pióro z prawdziwego zdarzenia
Mechanizm pióra Amber Rex łącznie ze złotą stalówką został wykonany przez uznaną europejską firmę Bock, która przygotowuje te elementy dla prawie wszystkich większych firm produkujących na świecie pióra wieczne. Pióro autorstwa Ryszarda Wycichowskiego napełnia się atramentem w sposób klasyczny.
Choć jest dość duże i znacznie cięższe w porównaniu z tradycyjną wersją piór, jest jednak dobrze wyważone i pisanie nim nie sprawia żadnych problemów.
Limitowana seria 999 sztuk
Do tej pory powstało tylko kilka sztuk piór Amber Rex. Autor planuje stworzenie limitowanej serii 999 sztuk. Pióro będzie dostępne w sprzedaży w cenie ok. 7400 złotych netto, w specjalnie zaprojektowanym opakowaniu z naturalnego drewna, wyłożonym iście królewskimi poduszkami, z dołączoną wykaligrafowaną na czerpanym papierze informacją i dożywotnią gwarancją.
db
Pióro Amber Rex zdobi 27 płytek bursztynowych oprawionych w srebro, precyzyjnie szlifowanych i dobranych kolorystycznie
Pióra Amber Rex
Jego pasją była fotografia, malował też obrazy. Jednak odnalazł się
w projektowaniu i tworzeniu biżuterii, choć z wykształcenia jest
inżynierem mechaniki precyzyjnej. Po 30 latach pracy jako złotnik już wie, że nie można tworzyć tylko do szuflady lub jedynie dla pieniędzy

O tym, jak bycie twórcą form złotniczych może
przerodzić się w życiową pasję z Woytkiem Rygało rozmawia Honorata Szczypek
Jak jubilat ocenia swoich 30 lat pracy złotniczej?
Na początku, podczas studenckich zajęć, zrobiłem krzyżyk ze srebra – ważył około 40 gram. Był to epizod. Tak naprawdę pierwszym elementem srebrnym był pierścionek, którego dałem do oceny Wojtkowi Zimnowodzkiemu, doświadczonemu złotnikowi.
On powiedział – całkiem nieźle jak na pierwszy raz. Jego opinia bardzo zaważyła na tym, że robię biżuterię. Pochwała zadziałała na mnie mobilizująco. Choć nie było łatwo – odstawałem od kolegów warsztatowo. W 1989 roku uzyskałem tytuł mistrzowski i otrzymałem zaświadczenie o wykonywaniu zawodu artysty plastyka w zakresie biżuterii artystycznej. Do 2000 roku żyłem w oddaleniu od społeczności złotniczej – nie należałem do Stowarzyszenia Twórców Form
Złotniczych, nie jeździłem na targi, nie śledziłem na bieżąco trendów we wzornictwie. űałuję, że tak późno zrozumiałem, iż nie można ograniczać się jedynie do pracy w pracowni.
Dziś swoją aktywnością próbuję nadgonić czas, dlatego muszę tworzyć i chcę pokazywać to, co robię. Pojechałem w tym roku z Andrzejem Bielakiem i Tomkiem űyłką na Targi Inhorgenta Europe w Monachium – zobaczyłem tam wielki świat jubilerski i multum ciekawego wzornictwa. Kupiłem interesujące mnie narzędzia. Zachęcam wszystkich, aby pokazywali swoją biżuterię na imprezach jubilerskich w Polsce i za granicą. To kapitalne doświadczenie dla twórcy.
Emanuje Pan młodzieńczym
entuzjazmem, tak jakby
dopiero zaczynał Pan swoją drogę twórczą?

Kończąc 50 lat, uświadomiłem sobie, że nie mam już dużo czasu, ponieważ apogeum możliwości twórczych mężczyzny przypada na wiek dojrzały. Zostało mi może 5, 10 lat na szukanie pomysłów i ich realizację.
Jakich materiałów używa Pan
najchętniej w swoich pracach?
Przede wszystkim srebra. Najpierw było błyszczące, następnie zmatowione, potem z efektem barwienia. Popularność każdej z technik przemija i przestaje interesować zarówno twórców, jak i nabywców. Obecnie dość mocno wszedłem w elektroforezę (proces nakładania warstwy polimeru na powłoki przewodzące prąd elektryczny, co pozwala uzyskać ciekawe i trwałe barwy srebra) łączoną z formami geometrycznymi. Na legnicki konkurs “Skandal 2006” wykonałem przy użyciu tej technologii obiekt “Myszy na serze” czy spinki mankietowe “ogryzki”. Uwielbiam także surowy i ciepły zarazem bursztyn, który mnie fascynuje z racji swoich nieobliczalnych kształtów i naturalności. Ale zdarzają się też tzw. przypadki – zrobiłem pierścionki “Dla Licealistek” z gumki do wycierania, powstał korkowy naszyjnik, korzystałem z hebanu surowego, lnu i włókna sizalowego, silikonu, nawet ze sznurka. Gdybym miał dostęp do amazońskiej roślinności tworzyłbym z niej biżuterię.

Może uda się Panu kiedyś kupić
te rośliny przez Internet?
To dobry pomysł. Dziękuję za radę. Nie pomyślałem o tym, choć obecnie wiele
czasu spędzam przed komputerem
– globalna sieć daje mi kontakt z biżuterią z całego świata. Na bieżąco śledzę nowości i mogę prezentować swoje pomysły na własnej stronie internetowej. Wchodzę także w inne nowe komputerowe technologie, np. projektowanie w programach 3D, za pomocą których można wykonać rzeczy niewykonalne ręcznie. Ta technologia to przyszłość i jest już stosowana w nowoczesnym jubilerstwie.
Wracając jeszcze na chwilę
do roślin. Motywy i elementy
z nimi związane często widzimy w Pana pracach.
Czy to kwestia Pańskich gustów, czy też chce Pan podążać za jubilerskimi trendami?
Temat natury jest mi bardzo bliski. Najlepiej widać to w naszyjnikach przygotowanych na konkurs Elektronos 2005 – produkt organiczny. Jeden zrobiłem z bieluni dziędzierzawy i bursztynu, a drugi z liści spreparowanych.

Jeżeli chodzi o trendy – do niedawna nie zwracałem na nie uwagi. Jednak obserwując twórczość znanych projektantów, zrozumiałem, że tworząc biżuterię w oparciu o wymogi rynku, łatwiej odnieść sukces. Chcę zarabiać pieniądze, robiąc to, co lubię w modnym stylu. Potem spokojnie oddam się tematom beznadziejnym komercyjnie, ale bliskim sercu, budującym moje twórcze ego.
Skoro Pan wychwala komercyjne podejście do tworzenia biżuterii, to dlaczego tak często uczestniczy Pan w konkursach biżuterii artystycznej?
Nie byłbym szczęśliwy, tworząc tylko komercyjnie. Ten etap mam już za sobą – to stracony czas. Od 2000 roku moje credo życiowe brzmi – trzeba poddawać swoją twórczość weryfikacji. Dlatego każdy konkurs to dla mnie kolejne
wyzwanie.
Warunkiem, że bywa się artystą, jest poddawanie się osądowi komisji i publiczności, nawet najbliższych w rodzinie – oni jako pierwsi oddają głosy krytyczne na temat tego, co robię. Jestem ciekawy każdej opinii i wysnuwam z nich wnioski na przyszłość. Nie obawiam się krytyki, traktuję ją jako motywującą i wskazującą nowe horyzonty, których czasami sam bym nie zauważył. Dzięki niej mogę kreować biżuterię. Nie rozumiem kolegów twórców, którzy, gdy osiągnęli wysoki poziom artystyczny, przestali uczestniczyć w konkursach. Nie wiem, może sądzą, że artystom z ich pozycją w świecie złotniczym nie wypada przegrać? Nie podzielam tych obaw – uważam, że co mnie nie zabije, to mnie wzmocni. Nieustannie trzeba pokazywać, że jest się twórcą, a nie rzemieślnikiem!
Dziękuję
za rozmowę
Woytek Rygało o sobie samym
O sobie trudno jest mówić. Artysta plastyk – do niedawna byłem bardzo ortodoksyjny w robieniu biżuterii – używałem srebra i cyrkonii. Ostatnio nie mam ograniczeń w stosunku do materiałów, z których tworzę – a to dzięki uczestnictwu w konkursach. Lubię dobry żart i mam nadzieję, że to widać w moich pracach. Wciąż czuję się
młody duchem. Potrzebuję adrenaliny i jestem
głodny specyficznego podniecenia, jakie towarzyszy projektowaniu i robieniu biżuterii artystycznej.
Poszukuję drugiego dna prac złotniczych – jak
w przypadku biżuterii z wykorzystaniem wału Cardana, która pełni też rolę zabawki (Łańcuch motocyklowy).
Ważniejsze wydarzenia i wystawy w dorobku Woytka Rygało:
1989 – wystawa Silver Gem I
1999 – “Metal w sztuce”, Galeria Korozja i Kolor w Wołominie
2001 – Amberif 2001, konkurs Elektronos – Gdańsk
Praca wyróżniona w katalogu.
Temat: Przedmiot Osobisty
– “Zaczarowany Ołówek”
- 2003 – “Krąg” – Legnica. Katalog: bransoletka dwuczęściowa – “Cztery pory roku”
- 2004 – Amberif 2004, konkurs Elektronos – Gdańsk. Temat: Bursztynowy Szlak. Praca w katalogu
- 2005 – Amberif 2005, konkurs Elektronos – Gdańsk. Temat: Produkt Organiczny
Dwie prace zakwalifikowane do katalogu wystawy
- 2005 – Mercurius Gedanensis.
Wyróżnienie w kategorii Biżuteria Męska za “Łańcuch Motocyklowy”
- 2005 – “Mężczyzna” – wystawa Galerii Yes – Poznań
- 2005 – “Prezentacje 2005”. Wyróżnienie w konkursie “Kontrasty” – praca MOST
- 2005 – przyjęcie do grona STFZ
- 2005 – udział w międzynarodowych wystawach promowanych przez II edycję “Współczesnej Polskiej Sztuki Złotniczej”
- 2006 – “Wybór 06” – wystawa w Teatrze Współczesnym
- 2006 – Legnica – 15-lecie STFZ, wystawa, katalog
- 2006 – “Prezentacje 2006” – konkurs “Eksperyment”; wyróżnienia za pierścionki z gumy pt. “dla licealistek”
- 2006 – wystawa – Indie New
Delhi – “Drobne przyjemności z życia”. Polska Sztuka Przedmiotu
- 2006 – konkurs Galerii Yes pt. “Ćwierć” – III nagroda
- 2007 – Amberif 2007, konkurs Elektronos – Gdańsk. “Natural mystic”, katalog
- 2007 – projekt wzorniczy Nokia L’Amour
 Nauka złotnictwa w Polsce od zawsze pozostawiała wiele do życzenia, tym bardziej, że placówki kształcące w tym kierunku można zliczyć na palcach jednej ręki. Braki w tym sektorze dostrzegli pomysłodawcy Wytwórni Antidotum – Alina Tyro-Niezgoda
Nauka złotnictwa w Polsce od zawsze pozostawiała wiele do życzenia, tym bardziej, że placówki kształcące w tym kierunku można zliczyć na palcach jednej ręki. Braki w tym sektorze dostrzegli pomysłodawcy Wytwórni Antidotum – Alina Tyro-Niezgoda
i Roman Kowalkowski.
Wytwórnia Antidotum powstała w 2006 roku jako wyraz buntu przeciw artystycznej bylejakości otaczającej rzeczywistości – tworzenie rzeczy estetycznych i niesztampowych ma być nań odtrutką. Nic więc dziwnego, że głównym celem jej działania stało się kształtowanie gustów młodych twórców oraz wspieranie ich kreatywności. Twórcy Wytwórni zadbali o obie sfery kształcenia: zarówno teoretyczną, jak i praktyczną, zapraszając do współpracy znawców tematu. Zajęcia praktyczne odbywają się pod okiem uznanych artystów plastyków: Romana Kowalkowskiego, Piotra Małysza i Marcina Gronkowskiego.
W następnym semestrze do tego grona ma dołączyć także Jarosław Westermark. Przynajmniej raz w miesiącu odbywają się wykłady poświęcone zagadnieniom historii sztuki złotniczej, probiernictwa, projektowania czy też marketingu i reklamy. Wśród prelegentów są: Jan Suchodolski (artysta plastyk), Elżbieta Kochanek van Dijk (właścicielka Galerii Milano), Robert Szklarski (znawca historii i dawnej sztuki złotniczej) i Paweł Niezgoda (dyrektor generalny agencji reklamowej Testardo Red Cell).
Obecnie Wytwórnia Antidotum oferuje trzy rodzaje kursów projektowania i wykonywania technikami ręcznymi biżuterii ze srebra i kamieni jubilerskich:
- dwuletni kurs profesjonalny (480 godzin zajęć) – z rozbudowanym programem nauczania, adresowany do osób wiążących swą zawodową przyszłość ze złotnictwem oraz zainteresowanych doskonaleniem dotychczas zdobytych umiejętności. Po zakończeniu tego kursu jego uczestnicy otrzymają świadectwo sygnowane przez Ministerstwo Edukacji Narodowej;
- roczny kurs “light” (160 godzin zajęć) – skrócona wersja kursu profesjonalnego z naciskiem na podstawy projektowania i wykonywania biżuterii;
- trzymiesięczne warsztaty hobbystyczne (36 godzin zajęć) – pozwalają uzyskać podstawową wiedzę na temat wykonywania biżuterii oraz umiejętność wykonywania jej z gotowych elementów.
 Ponadto organizowane są zajęcia indywidualne i kursy dodatkowe, np. repusowania (Robert Szklarski), rysunku perspektywicznego (Alina Tyro-Niezgoda) i nowych technologii (Piotr Małysz). Kursy profesjonalne są prowadzone w oparciu o autorski program nauczania stworzony przez Romana Kowalkowskiego. Warto przy tym podkreślić, że posiada on uprawnienia szkoleniowe Związku Polskich Artystów Plastyków oraz stopień nauczyciela mianowanego.
Ponadto organizowane są zajęcia indywidualne i kursy dodatkowe, np. repusowania (Robert Szklarski), rysunku perspektywicznego (Alina Tyro-Niezgoda) i nowych technologii (Piotr Małysz). Kursy profesjonalne są prowadzone w oparciu o autorski program nauczania stworzony przez Romana Kowalkowskiego. Warto przy tym podkreślić, że posiada on uprawnienia szkoleniowe Związku Polskich Artystów Plastyków oraz stopień nauczyciela mianowanego.
Kursy i warsztaty cieszą się ogromnym zainteresowaniem – próg pracowni przy ulicy Narbutta w Warszawie, gdzie odbywają się zajęcia, przestąpiło dotychczas ok. 80 osób, z czego 50 aktualnie w nich uczestniczy.
Zdecydowana większość z nich to kobiety, reprezentujące różne zawody i branże, których cechą wspólną jest chęć odkrywania i rozwijania własnych zdolności twórczych. Najstarsza z kursantek miała 70 lat, a najdalej mieszkająca to Polka z Tanzanii, która specjalnie przyjechała na trwające 2,5 miesiąca zajęcia indywidualne.
Działalność Wytwórni została wpisana do rejestru instytucji szkoleniowych Wojewódzkiego Urzędu Pracy w Warszawie (numer ewidencyjny 2.14/00177/2006) i w związku z tym istnieje możliwość otrzymania dofinansowania.
Uczniowie biorą udział w konkursach wewnętrznych, jak również w krajowych i międzynarodowych.
Ich prace można było oglądać w marcu na targach Amberif w Gdańsku; będą także prezentowane na specjalnym stoisku w czasie targów Złoto Srebro Czas w Warszawie w październiku Stała wystawa ma miejsce na stronach internetowych www.wytornia.antidotum.pl. Zdjęcia dokonań absolwentów pierwszego roku kursu profesjonalnego autorstwa Romana Kowalkowskiego będzie można oglądać do 15 lipca (prace tylko na wernisażu 28. czerwca) w Cafe Karma na Pl. Zbawiciela
w Warszawie.

















